I. Einführung
Die Abkantpresse ist eine unverzichtbare Ausrüstung in der metallverarbeitenden Industrie, und die Werkzeuge sind das "Herz" der Abkantpresse. Die Werkzeuge einer Abkantpresse sind in zwei Teile unterteilt.
Das am oberen Ende des Stempels installierte Werkzeug wird als Oberstempel und das am unteren Ende des Arbeitstisches installierte Werkzeug als Unterstempel bezeichnet. Der Oberstempel und die Untermatrize, die aus zwei Teilen bestehen, bearbeiten gemeinsam das Blech, um die Biegung des Werkstücks zu vollenden.
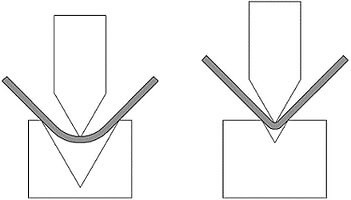
Der Vorgang, bei dem der Oberstempel der Abkantpresse Kraft auf das Blech in der unteren Matrize ausübt, ist der Biegevorgang. Der Oberstempel treibt den Stößel zum Biegen des Blechs durch verschiedene Kraftquellen an. Zu den Antriebsquellen gehören mechanische, hydraulische, Servomotoren usw.
Die Wahl des richtigen Abkantwerkzeugs kann nicht nur die Bearbeitungsgenauigkeit und -effizienz verbessern, sondern auch die Lebensdauer des Werkzeugs und der Ausrüstung verlängern und die Produktionskosten senken. Angesichts der großen Vielfalt an Abkantwerkzeugen auf dem Markt sind viele Anwender jedoch ratlos.
Dieser Artikel beginnt mit der Bedeutung der Auswahl von Abkantpressenwerkzeugen, analysiert die Schlüsselfaktoren, die die Auswahl beeinflussen, sowie die anschließende Wartung und Pflege, um Ihnen die Auswahl der besten Abkantpressenwerkzeuge zu erleichtern.
II. Normen für Abkantpressen-Werkzeuge
Es gibt verschiedene Arten von Stempeln und Matrizen, und die Auswahl der richtigen, passenden Stempel und Matrizen für das Biegen ist entscheidend für die Verbesserung der Genauigkeit und Effizienz.
Werkzeuge in Standardgrößen lassen sich leichter auswechseln, da die Konstruktion der Werkzeugteile mit Standardabmessungen einheitlich ist. Dadurch müssen beim Austausch von Stempeln und Matrizen nicht zu viele Anpassungen vorgenommen werden, da diese Werkzeuge für einen einfachen Austausch in derselben Position verbleiben.
Die oberen Teile des Stößels der Abkantpresse benötigen eine Klemmvorrichtung zur Befestigung der Stempel. Durch die Klemmung werden die Stempel in der gewünschten Position fixiert, so dass sie die Metallplatte mit der Bewegung des Stößels biegen können.
Die Segmentierung der Matrize kann den Biegeprozess von Werkstücken unterschiedlicher Größe erleichtern. Werkzeuge für Abkantpressen erfordern eine sehr hohe Genauigkeit, insbesondere die Genauigkeit der Stempelspitzen und Matrizenschultern, da diese Teile beim Biegen direkt mit dem Blech in Kontakt kommen.
Hochpräzise Stempel und Matrizen können Anpassungen bei der Installation reduzieren.

III. Arten von Stempeln und Matrizen
Zu den Abkantwerkzeugen gehören V-Werkzeuge, U-Werkzeuge und Z-Werkzeuge, wobei das V-Werkzeug am häufigsten verwendet wird. Die Mindestflanschlänge sollte mindestens das Vierfache der Materialdicke betragen, da sonst der genaue Biegewinkel nicht erreicht werden kann.
V-Matrizensätze mit unterschiedlichen Öffnungsweiten passen zu den entsprechenden Stempeln, so dass die Abkantpresse in verschiedenen Winkeln und Materialien biegen kann. Auf diese Weise kann die Abkantpresse kann in verschiedenen Winkeln und mit verschiedenen Materialien gebogen werden.
Die Werkzeuge für Abkantpressen werden in 2 Typen unterteilt: Stempel und Matrize.
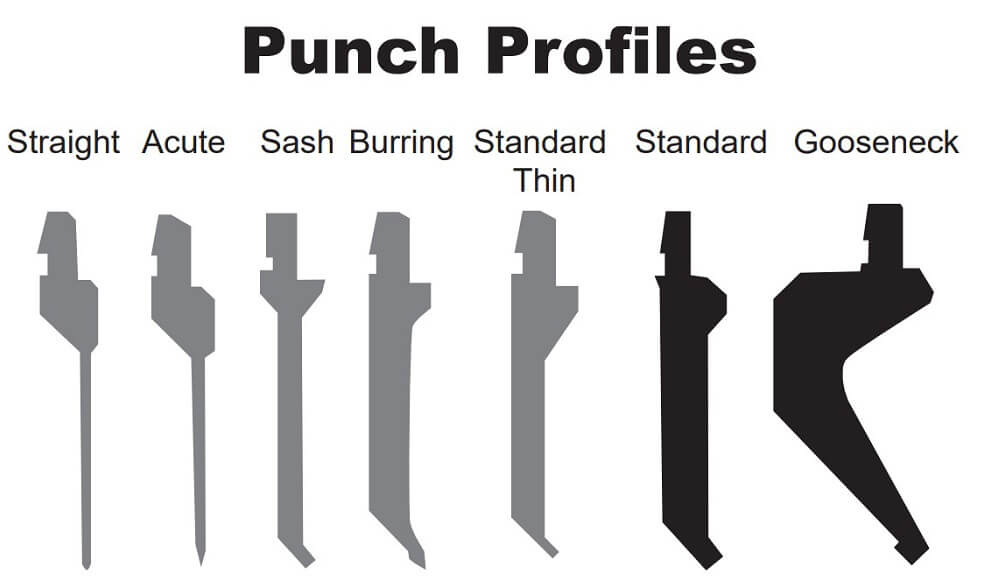
Locher-Typen
- Standardstempel: Der am häufigsten verwendete Stempeltyp für allgemeine Biegearbeiten.
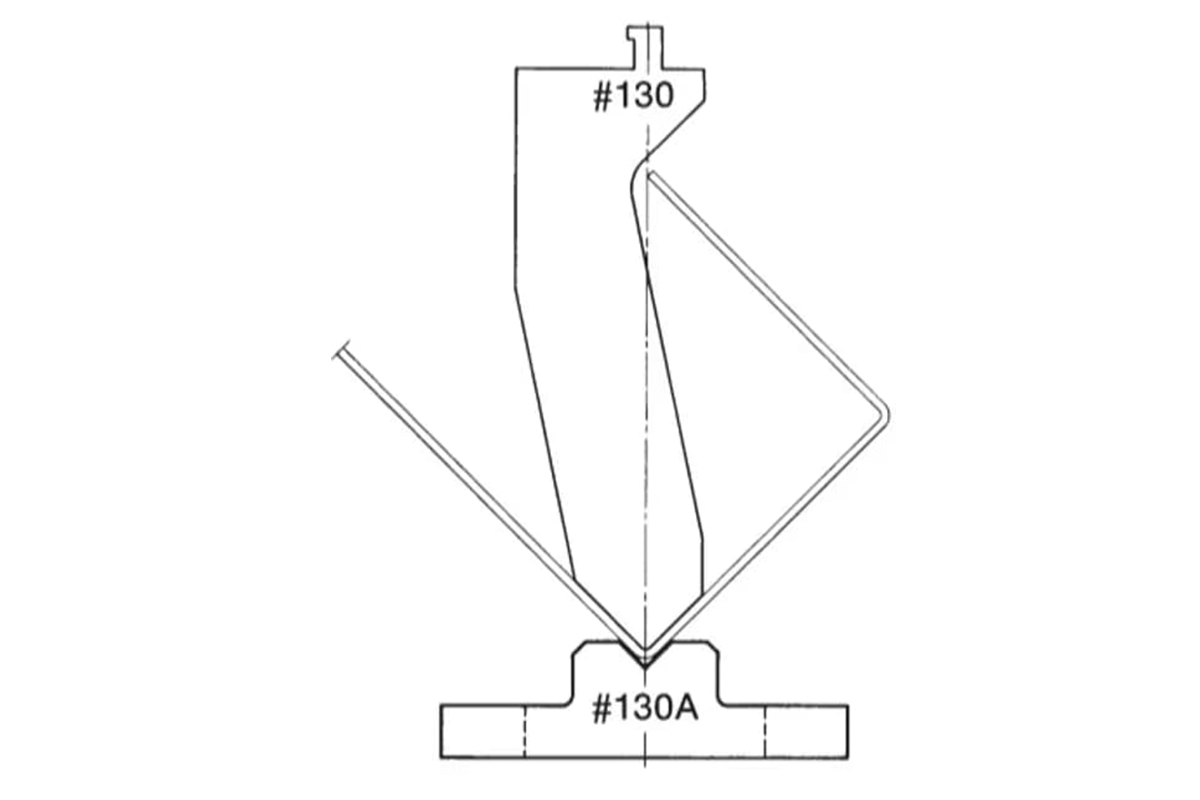
- Stanze für spitze Winkel: Wird zum Biegen von spitzen Winkeln verwendet, im Allgemeinen zwischen 25° und 60°.
- Schwanenhalsstanze: Wird verwendet, um eine Beeinträchtigung des Werkstücks zu vermeiden.
- Bogenstanze: Wird zum Biegen von Bogenformen verwendet.
- Biegemesserstanze: Wird verwendet, um mehrere Biegungen zu vermeiden.
- Formstempel: Zum einmaligen Formen von komplexen Formen.
Matrizentypen
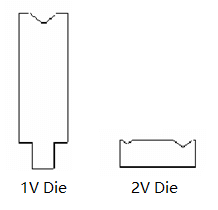
- V-förmige Matrize: Die häufigste Matrize, unterteilt in einfache V-, Doppel-V- und Multi-V-Typen.
- U-förmige Matrize: Wird zum U-förmigen Biegen verwendet.
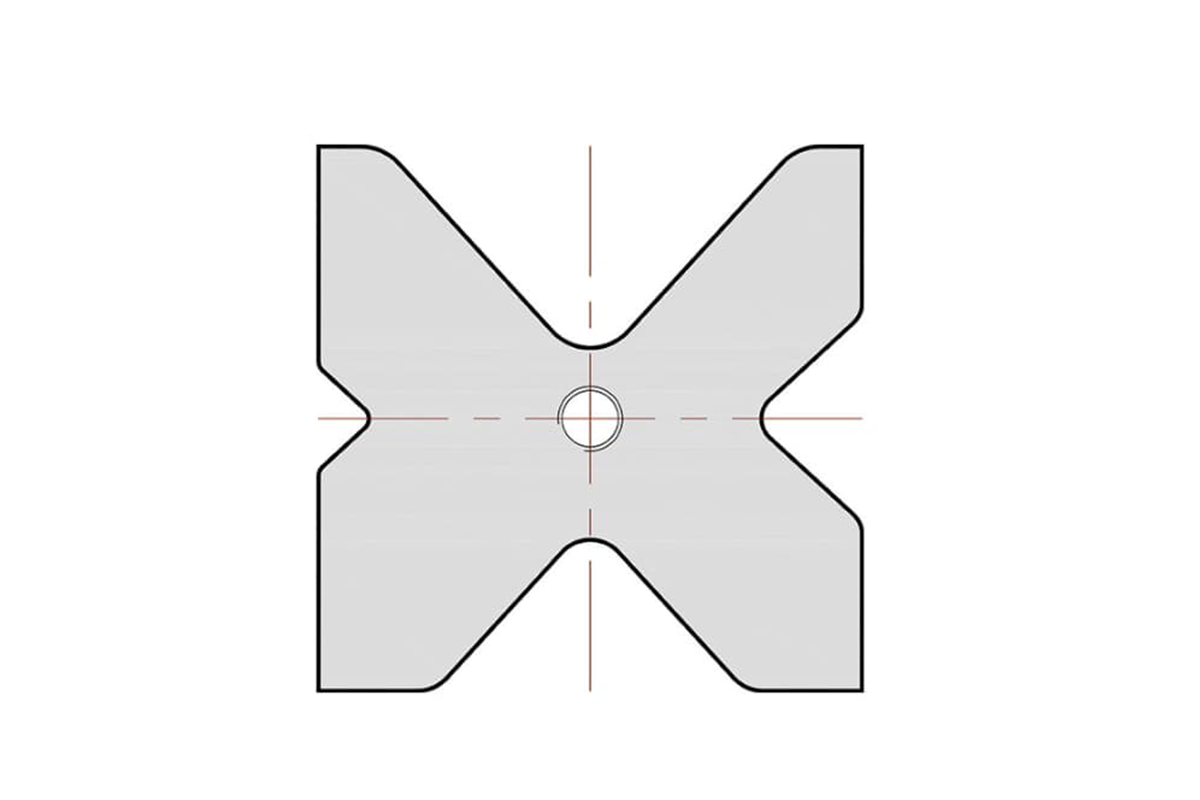
- Vierfache Matrize: Alle vier Seiten haben unterschiedlich große Rillen.
- Kastenformwerkzeug: Wird zum Biegen kastenförmiger Teile verwendet.
- Wellformwerkzeug: Wird zum Formen von gewellten Werkstücken verwendet.
- Abdruckfreie Matrize: Umfasst Kugellager-, Klappen- und Polyurethanmatrizen, die Biegemarken vermeiden können.
IV. Überlegungen zur Auswahl von Werkzeugen
1. Material biegen
Die Art des Metalls, das Sie biegen möchten, ist ein wichtiger Faktor. Die Dicke des Metalls bestimmt die Matrizenöffnung, den Biegeradius und den Biegewinkel.
Einige Stähle haben zum Beispiel eine höhere Festigkeit und Widerstandsfähigkeit als andere, und diese Widerstandsfähigkeit wird als Zugfestigkeit (UTS) des Metalls bezeichnet. Die Zugfestigkeit von Metallen ist unterschiedlich, was unterschiedliche Festigkeitsformen erfordert.
Darüber hinaus bestimmt die Länge der Metallplatte, wie viele Werkzeuge benötigt werden. Ein weiterer Faktor ist die Dicke des Metalls. Werkzeuge, die für Bleche konzipiert sind, eignen sich möglicherweise nicht für dickere Materialien und können zu vorzeitigem Verschleiß oder Schäden an Werkzeugen und Abkantpressen führen.
2. V Öffnung und Radius des Materials
Beim Biegen von Blechen gibt es bei gleicher Dicke und Metallart nicht nur eine V-Matrizenöffnungsgröße. Das Blech darf beim Biegen nicht verloren gehen.
Ist der Innenradius kleiner als die Dicke der Metallplatte, wird die Platte gedehnt, was zu einer Verformung des Werkstücks führt.
Ein Radius, der größer als die Blechdicke ist, führt nicht zu Verformungen. Bei der Auswahl der perfekten V-Matrizenöffnung sollten wir nicht nur eine Verformung des Radius vermeiden, sondern auch einen kleineren Radius wählen.
3. Die Regel der 8
Es gibt eine Faustregel für die V-Öffnung von Abkantwerkzeugen, die so genannte 8er-Regel. Die 8er-Regel basiert auf kaltgewalztem Stahl mit einer Zugfestigkeit von 60.000 PSI und besagt, dass die V-Öffnungsmatrize achtmal so dick sein muss wie das Biegematerial.
Für die meisten Biegeverfahren gilt die 8er-Regel. Innerhalb des angegebenen Tonnagebereichs kann ein Innenradius hergestellt werden, der in etwa der Dicke des Materials entspricht.
Dies ist jedoch kein perfektes Gesetz, da der Faktor mit der Veränderung der Materialdicke zu- oder abnimmt. Infolgedessen beträgt die Breite einiger V-Matrizenöffnungen das 6-, 10- oder sogar 12-fache der Materialdicke.
Dickere Bleche erfordern in der Regel eine V-Öffnung mit der 10-fachen Dicke, um die Kraft auf eine größere Fläche zu verteilen und Risse im Blech aufgrund seiner geringeren Verformbarkeit zu vermeiden.
Bevor Sie die Matrizen für die Abkantpresse bestimmen, ermitteln Sie zunächst das dickste und das dünnste zu biegende Blech und verwenden Sie die 8er-Regel, um die richtige Größe der V-Matrizen zu bestimmen.
Wählen Sie die kleinste V-Matrize und verdoppeln Sie deren Größe, um die nächste V-Matrize zu bestimmen, bis die maximale Form erreicht ist. Wenn keine genaue Übereinstimmung gefunden werden kann, sollten die Abmessungen auf die nächste verfügbare Form gerundet werden.
4. Die V-Öffnung beeinflusst den Radius des Biegematerials
Die V-Öffnung der Abkantwerkzeuge wirkt sich auf den Radius des Biegematerials aus. Im Allgemeinen ist es ideal, wenn der Innenradius des Materials gleich seiner Dicke ist.
Wenn der innere Radius weniger als 1 Dicke beträgt, bedeutet dies, dass das vom Radius abgezogene Material verschwindet. Wenn der Innenradius beim Biegen von Blechen weniger als 1 Dicke beträgt, kann an der Biegung eine "Seitenwölbung" entstehen.
Je größer die Öffnung der V-Matrize, desto größer der Radius der Metallplatte. Der Radius wird jedoch auch von der Zugfestigkeit des Materials beeinflusst. Bei einer bestimmten V-Matrizenöffnung ist der Radius umso größer, je stärker das Material ist.
Bei Baustahl beträgt der Biegeradius (R) in der Regel 1/8 der V-Matrizenöffnung, woraus sich die folgende Formel ergibt: R = V/8. Diese Regel gilt jedoch nicht für alle Metallarten.
5. Mindestlänge des Flansches oder Fußes
Bei der Auswahl von V-förmigen Matrizen ist es wichtig, auf die für das Werkstück erforderliche Flanschlänge oder den Schenkel zu achten. Während des Biegens muss das Blech immer in direktem Kontakt mit der Schulter der Matrize sein.
Ist die Flanschlänge geringer als der angegebene Wert, fällt sie in die V-förmige Öffnung, was zu ungenauen Biegeergebnissen führt. Je größer die V-förmige Öffnung ist, desto größer ist der erforderliche Mindestflansch oder Schenkel auf der Metallplatte.
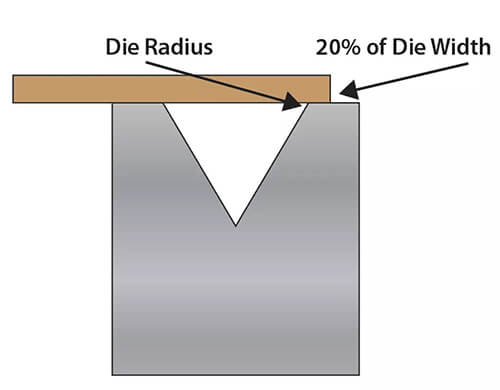
Der von einer V-Matrize gebildete Mindestflansch beträgt etwa 70% der Öffnung der Standard-V-Matrize, während eine spitzwinklige Matrize 110% oder mehr der V-Matrizenöffnung erreichen kann.
Bevor die Mindestflanschlänge bestimmt wird, sollte das Blech auf die Matrize gelegt werden, so dass das Material die Matrizenschulter an einem Punkt berührt, der 20% der V-Matrizenöffnung entspricht.
V. Spezifische Fallanalyse zur Auswahl von Abkantwerkzeugen
Fall 1 Werkzeugauswahl für die Bearbeitung von Edelstahlplatten
Das Werk muss Bleche aus rostfreiem Stahl 304 mit einer Dicke von 2 mm, einem Biegewinkel von 90° und einer Biegelänge von 1000 mm verarbeiten. Aufgrund der hohen Festigkeit von rostfreiem Stahl kommt es zu einer Rückfederung (Teile von Materialien kehren nach dem Biegen aufgrund elastischer Verformung in ihre ursprüngliche Form zurück).
Die v-förmigen R4-Matrizen (die Kontaktfläche zwischen Oberstempel und Unterstempel ist v-förmig und der Radius der v-förmigen Öffnung beträgt 4 mm).
Gleichzeitig wurde das Material SKD11 (ein hochwertiger Werkzeugstahl mit hohem Kohlenstoffgehalt und hohem Chromgehalt) gewählt, um die Abriebfestigkeit und Lebensdauer der Abkantpresse zu verbessern. Nach der Probeverarbeitung haben die Maßgenauigkeit und die Oberflächenqualität der Abkantpresse die Anforderungen erfüllt.
Fall 2: Werkzeugauswahl für die Bearbeitung von Blechen aus Aluminiumlegierungen
Eine Fabrik für automatische Anlagen muss eine Platte aus der Aluminiumlegierung 6061-T6 mit einem Biegewinkel von 120° und einer Plattendicke von 3 mm verarbeiten. Aufgrund der Weichheit der Aluminiumlegierung Material, wird es Einrückung und Peeling (Teilweise Ausbuchtungen auf der Oberfläche des Materials).
Nach der Prüfung wird die R8 U-förmige Matrize (die Kontaktfläche zwischen dem oberen Stempel und der unteren Matrize ist U-förmig, der Radius der U-förmigen Matrize beträgt 8 mm) ausgewählt, und die Oberfläche der Matrize wird einer Nitrierbehandlung unterzogen (ein Oberflächenwärmebehandlungsverfahren, das die Oberflächenhärte der Matrize verbessern kann).
In der Zwischenzeit wird die Biegekraft während des Biegens ordnungsgemäß verringert, und die Oberfläche der Matrize wird mit Schmieröl bestrichen. Die endgültige Oberfläche der Aluminiumlegierungsplatte ist glatt und sauber und weist keine offensichtlichen Verformungen auf.
VI. Werkstoffe und Qualität der Werkzeuge
Das Material des Werkzeugs ist ein wichtiger Faktor für die Verbesserung der Qualität des Werkstücks und die Verlängerung der Lebensdauer des Werkzeugs. Die Materialkosten von Werkzeugen variieren je nach Faktoren wie Werkstückmaterial und Biegegenauigkeit.
Zu den hochwertigen Werkzeugmaterialien gehören im Allgemeinen gehärteter Stahl, Schnellarbeitsstahl (HSS) und Wolframkarbid. Gehärteter Stahl ist langlebig, verschleißfest und kann großen Gewichten standhalten.
Schnellarbeitsstahl ist verschleißfest und hat eine lange Lebensdauer, ist aber teurer als gehärteter Stahl. Und Wolframkarbid ist in Bezug auf Qualität und Kosten das beste Material.
VII. Ordnungsgemäße Wartung und Lagerung
Die Werkzeuge der Abkantpresse müssen korrekt gewartet werden, um ihre Lebensdauer zu verlängern und die Biegequalität zu gewährleisten. Regelmäßiges Schmieren, Schleifen und Überwachen der Werkzeugleistung sind gemäß der Gebrauchsanweisung erforderlich.
Lagern Sie die Werkzeuge in speziellen Bereichen, z. B. in Werkzeugschränken mit Schubladen oder Fächern. Fixieren und isolieren Sie jeden Stempel und jede Matrize mit Schaumstoff oder Kunststoff. Reinigen Sie die Werkzeuge außerdem regelmäßig, wischen Sie sie mit einem weichen Tuch ab und verwenden Sie regelmäßig ein Rostschutzspray.
VIII. Schlussfolgerung
Die Werkzeuge der Abkantpresse beeinflussen die Form und Qualität des Biegeteils. Vor dem Biegen ist es notwendig, die für das Material geeigneten Werkzeuge entsprechend dem Blech zu wählen.
Es ist auch notwendig, die Form, den Winkel und die Öffnungsgröße der Matrize entsprechend dem zu biegenden Werkstück zu bestimmen. Die richtige Auswahl der Werkzeuge und die Verwendung des richtigen Materials können die Genauigkeit der Biegeteile verbessern.
Sie beeinflussen den Biegewinkel, den Innenradius, die Mindestflanschlänge und das Aussehen des gesamten Werkstücks. Die Verwendung der richtigen Werkzeuge kann die Biegeeffizienz verbessern, die Kosten senken, Profilverformungen verhindern und die Sicherheit der Bediener von Abkantpressen schützen.
Wenn Sie noch Zweifel an der Wahl der Abkantpresse und des Abkantwerkzeugs haben, können Sie sich gerne mit meiner Firma ADH Machine Tool in Verbindung setzen.
Als Hersteller von Abkantpressen mit 40-jähriger Erfahrung bieten wir nicht nur qualitativ hochwertige Abkantpressen an, sondern sind auch bestrebt, ein Gesamtkonzept für die Biegeverarbeitung anzubieten.
Ich lade Sie herzlich dazu ein Besuchen Sie unsere Produktseite und erfahren Sie mehr über unsere Abkantpressen-Serien und die passenden Werkzeuge. Und unser Team ist bereit für technische Beratung und Unterstützung.



