I. Introduction
Le presse plieuse La presse plieuse est un équipement indispensable dans l'industrie de transformation des métaux, et l'outillage est le "cœur" de la presse plieuse. L'outillage d'une presse plieuse se divise en deux parties.
L'outil installé au sommet du coulisseau s'appelle le poinçon supérieur, et l'outil installé au bas de la table de travail s'appelle la matrice inférieure. Le poinçon supérieur et les matrices inférieures, deux pièces, travaillent ensemble sur la tôle pour achever le pliage de la pièce.
Le processus par lequel le poinçon supérieur de la presse plieuse applique une force à la tôle sur la matrice inférieure est le processus de pliage. Le poinçon supérieur entraîne le coulisseau pour plier la tôle par le biais de différentes sources d'énergie. Les sources d'entraînement comprennent les moteurs mécaniques, hydrauliques, les servomoteurs, etc.
Le choix d'un bon outillage de presse plieuse peut non seulement améliorer la précision et l'efficacité du traitement, mais aussi prolonger la durée de vie de la matrice et de l'équipement, réduisant ainsi les coûts de production. Cependant, face à la grande variété de matrices de presse plieuse disponibles sur le marché, de nombreux utilisateurs se sentent perdus.
Cet article part de l'importance de la sélection des outils de presse plieuse, analyse les facteurs clés affectant la sélection, ainsi que la maintenance et l'entretien ultérieurs, afin de vous aider à sélectionner facilement les meilleurs outils de presse plieuse.
II. Normes relatives aux outillages de presse plieuse
Il existe différents types de poinçons et de matrices, et il est essentiel de sélectionner les poinçons et les matrices appropriés pour le pliage afin d'améliorer la précision et l'efficacité.
L'outillage de taille standard est plus facile à remplacer, car la conception des pièces d'outillage de dimensions standard est cohérente. Il n'est donc pas nécessaire de procéder à de trop nombreux ajustements lors du remplacement des poinçons et des matrices, car ces outils sont maintenus dans la même position, ce qui facilite leur remplacement.
Les parties supérieures du coulisseau de la presse plieuse nécessitent un dispositif de serrage pour fixer les poinçons. Le dispositif de serrage fixe les poinçons dans la position requise, ce qui leur permet de plier la plaque de métal sous l'effet du mouvement du coulisseau.
La segmentation des matrices peut faciliter le processus de pliage de pièces de différentes tailles. Outillage de presse-plieuse exigent une très grande précision, en particulier la précision des pointes de poinçon et des épaulements de matrice, car ces pièces sont en contact direct avec la tôle pendant le pliage.
Les poinçons et matrices de haute précision peuvent réduire les ajustements dans le processus d'installation.

III. Types de poinçons et de matrices
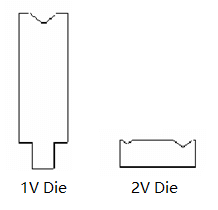
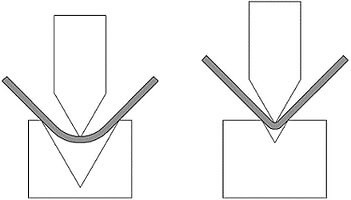
Les matrices de presse-plieuse comprennent les matrices en V, les matrices en U et les matrices en Z, la matrice en V étant la plus courante. La longueur minimale de la bride doit être au moins quatre fois supérieure à l'épaisseur du matériau, faute de quoi il est impossible d'obtenir l'angle de pliage exact.
Les jeux de matrices en V avec différentes largeurs d'ouverture s'adaptent aux poinçons correspondants, ce qui permet à la presse plieuse de plier selon différents angles et matériaux. De cette manière, la presse plieuse peut se plier sous différents angles et avec différents matériaux.
L'outillage de la presse plieuse est classé en deux catégories : le poinçon et la matrice.
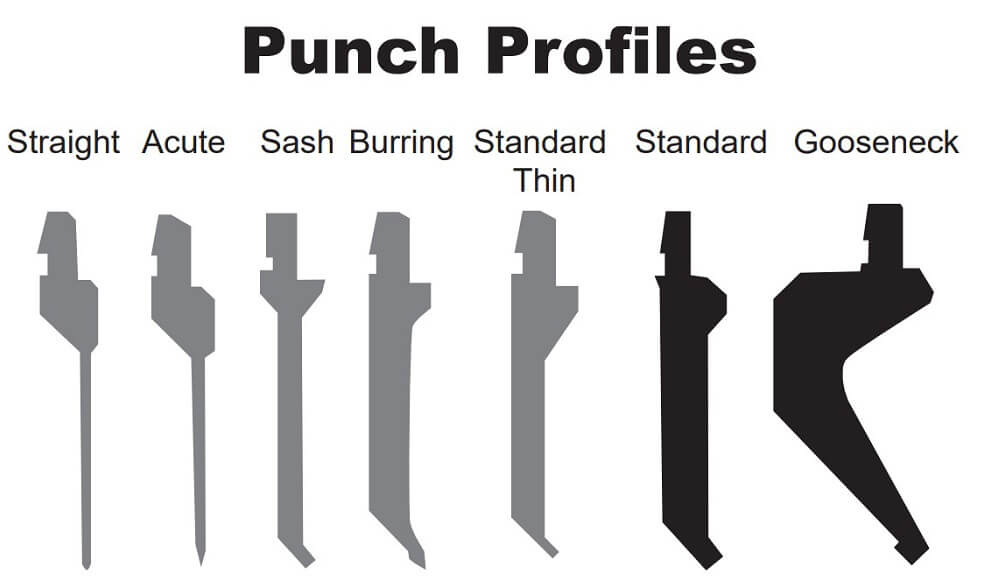
Types de poinçons
- Poinçon standard : Le type de poinçon le plus couramment utilisé pour le pliage général.
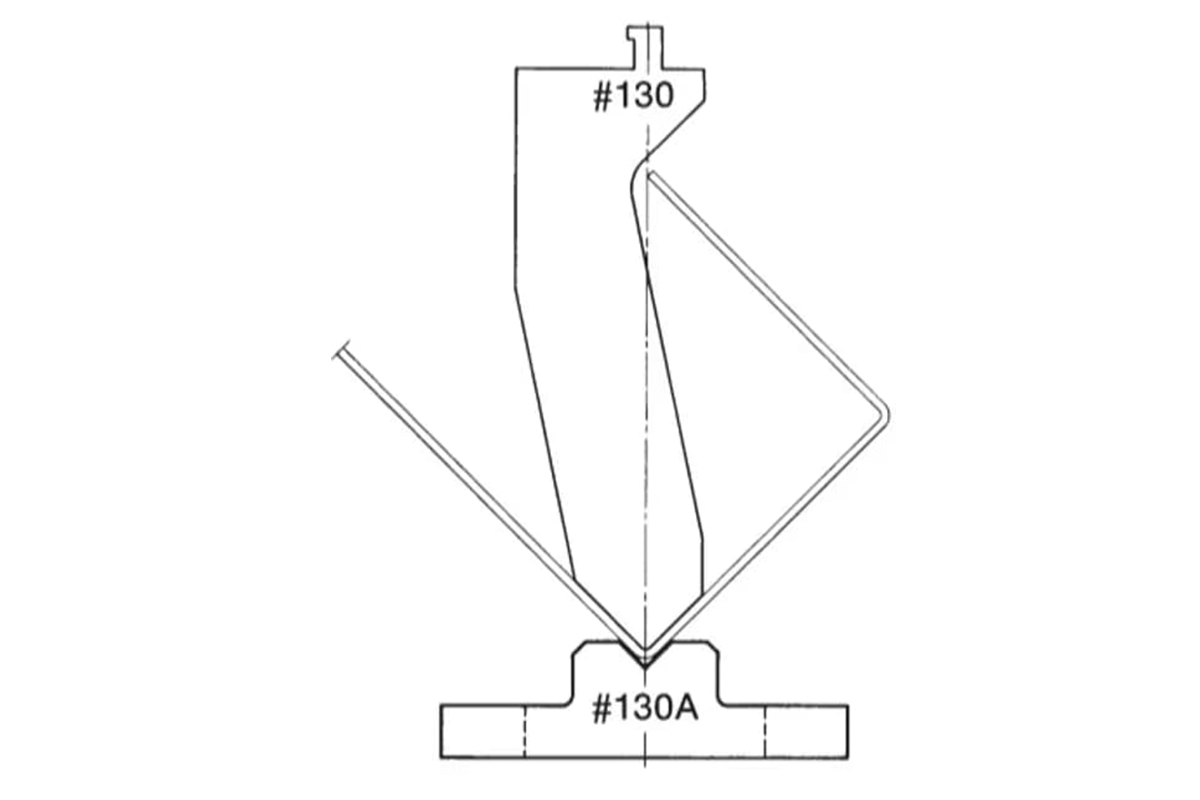
- Poinçon à angle aigu : Utilisé pour plier des angles aigus, généralement entre 25° et 60°.
- Poinçon à col de cygne : Utilisé pour éviter l'interférence avec la pièce à usiner.
- Poinçon d'arc : Utilisé pour plier des formes en arc.
- Poinçon du couteau de pliage : Utilisé pour éviter les pliages multiples.
- Poinçon de formage : Utilisé pour le formage unique de formes complexes.
Types de matrices
- Filière en forme de V : la filière la plus courante, divisée en trois types : V simple, V double et V multiple.
- Filière en U : utilisée pour le cintrage en U.
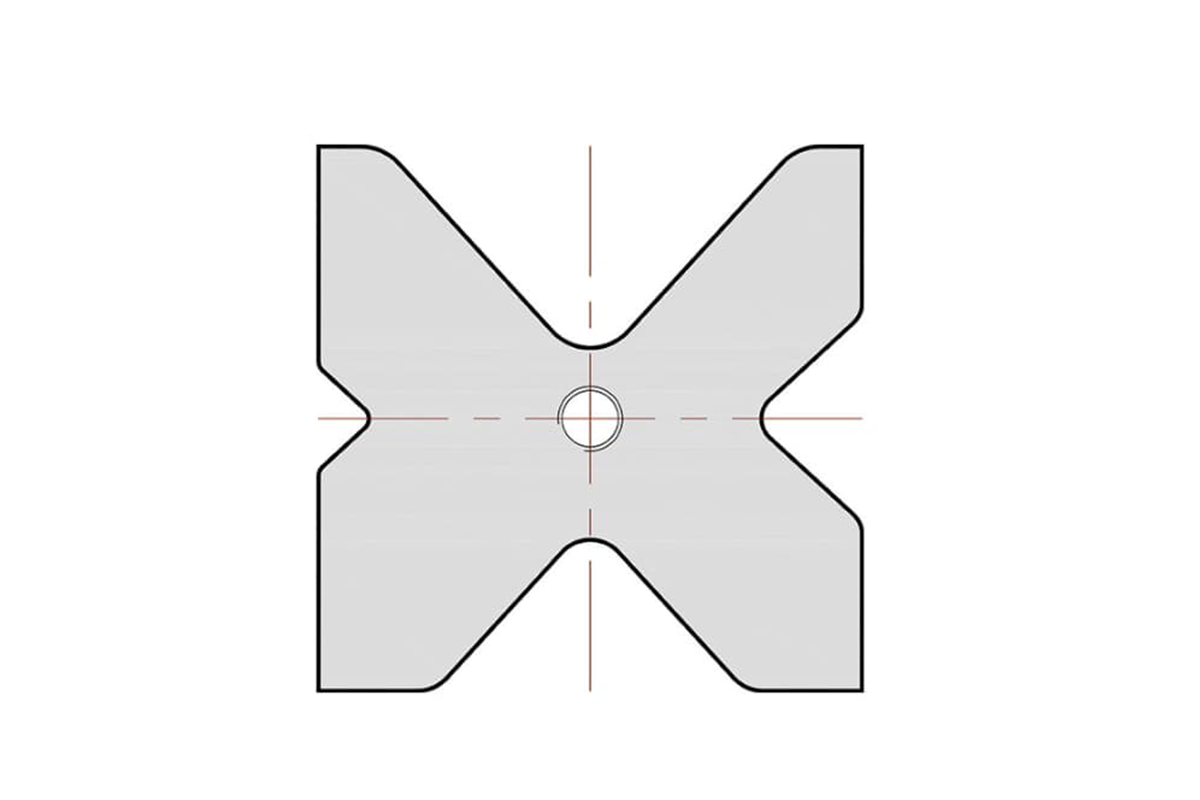
- Filière à quatre voies : les quatre faces présentent des rainures de tailles différentes.
- Matrice de formage de boîtes : utilisée pour plier des pièces en forme de boîte.
- Matrice de formage ondulée : utilisée pour former des pièces ondulées.
- Matrice sans empreinte : comprend le type à roulement à billes, le type à clapet et le type en polyuréthane, ce qui permet d'éviter les marques de pliage.
IV. Éléments à prendre en compte pour le choix de l'outillage
1. Matériau de cintrage
Le type de métal que vous souhaitez plier est un facteur important. L'épaisseur du métal détermine l'ouverture de la matrice, le rayon de cintrage et l'angle de cintrage.
Par exemple, certains aciers ont une force et une résistance plus grandes que d'autres, et cette résistance est appelée la résistance à la traction (UTS) du métal. La résistance à la traction des métaux est différente, ce qui nécessite des moules de résistance différente.
En outre, la longueur de la plaque métallique détermine le nombre d'outils nécessaires. Un autre facteur est l'épaisseur du métal. Les outils conçus pour la tôle peuvent ne pas être adaptés à des matériaux plus épais et peuvent entraîner une usure prématurée ou un endommagement des outils et des presses plieuses.
2. Ouverture en V et rayon du matériau
Lors du pliage de tôles, si l'épaisseur et le type de métal sont identiques, il n'y a pas qu'une seule taille d'ouverture pour l'outil en V. La tôle ne doit pas être perdue pendant le pliage.
Si le rayon intérieur est inférieur à l'épaisseur de la plaque métallique, celle-ci sera étirée, ce qui entraînera une déformation de la pièce.
Un rayon supérieur à l'épaisseur de la tôle n'entraînera pas de déformation. Lors du choix de l'ouverture parfaite de la matrice en V, il convient non seulement d'éviter la déformation du rayon, mais aussi de choisir un rayon plus petit.
3. La règle des 8
Il existe une règle empirique applicable à l'ouverture en V des matrices de presses plieuses, connue sous le nom de règle de 8. La règle de 8 est basée sur un acier laminé à froid d'une résistance à la traction de 60 000 PSI et stipule que la matrice d'ouverture en V doit être huit fois plus épaisse que le matériau à plier.
La règle de 8 s'applique à la plupart des processus de pliage. Dans la plage de tonnage spécifiée, un rayon interne approximativement égal à l'épaisseur du matériau peut être produit.
Toutefois, il ne s'agit pas d'une loi parfaite, car le facteur augmente ou diminue avec la variation de l'épaisseur du matériau. Par conséquent, la largeur de certaines ouvertures de matrices en V est 6 fois, 10 fois ou même 12 fois supérieure à l'épaisseur du matériau.
Les plaques plus épaisses nécessitent généralement une ouverture en V de 10 fois l'épaisseur afin de répartir la force sur une plus grande surface et d'éviter les fissures dans la plaque en raison de sa ductilité réduite.
Avant de déterminer les matrices de la presse plieuse, il faut d'abord déterminer la tôle la plus épaisse et la plus fine à plier, puis utiliser la règle de 8 pour déterminer la taille correcte des matrices.
Sélectionnez le plus petit dé en V et doublez sa taille pour déterminer le dé en V suivant jusqu'à ce que le moule maximum soit atteint. Si une correspondance exacte ne peut être trouvée, les dimensions doivent être arrondies au moule disponible le plus proche.
4. L'ouverture de V affecte le rayon du matériau de flexion
L'ouverture en V des matrices de la presse plieuse influe sur le rayon du matériau à plier. En général, l'idéal est que le rayon interne du matériau soit égal à son épaisseur.
Si le rayon intérieur est inférieur à une épaisseur, cela signifie que la matière extraite du rayon disparaît. Dans le cas du cintrage de plaques, si le rayon intérieur est inférieur à une épaisseur, un "renflement latéral" peut apparaître au niveau du cintrage.
Plus l'ouverture de l'outil en V est grande, plus le rayon de la plaque métallique est important. Toutefois, la résistance à la traction du matériau influe également sur le rayon. Pour une ouverture en V donnée, plus le matériau est résistant, plus le rayon est grand.
Sur l'acier doux, le rayon de courbure (R) est généralement égal à 1/8 de l'ouverture de la matrice en V, ce qui donne la formule suivante : R = V/8. Toutefois, cette règle varie en fonction du type de métal.
5. Longueur minimale de la bride ou de la jambe
Lors du choix des matrices en V, il est important de tenir compte de la longueur de la bride ou de la jambe requise par la pièce à usiner. Lors du pliage, la tôle doit toujours être en contact direct avec l'épaulement de la matrice.
Si la longueur de la bride est inférieure à la valeur spécifiée, elle tombera dans l'ouverture en forme de V, ce qui entraînera des résultats de cintrage imprécis. Par conséquent, plus l'ouverture en forme de V est grande, plus la bride ou la jambe minimale requise sur la plaque métallique est grande.
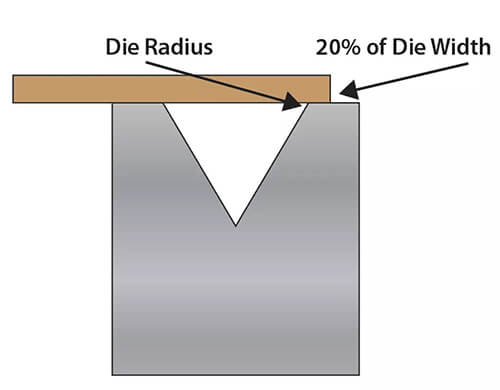
Le rebord minimal formé par une matrice en V représente environ 70% de l'ouverture de la matrice en V standard, tandis qu'une matrice à angle aigu peut atteindre 110% ou plus de l'ouverture de la matrice en V.
Avant de déterminer la longueur minimale de la bride, la tôle doit être placée sur la matrice de manière à ce que le matériau entre en contact avec l'épaulement de la matrice en un point égal à 20% de l'ouverture de la matrice.
V. Analyse d'un cas spécifique de sélection de matrices de presses plieuses
Cas 1 Sélection de l'outillage pour le traitement des plaques d'acier inoxydable
L'usine doit traiter des plaques d'acier inoxydable 304 d'une épaisseur de 2 mm, d'un angle de pliage de 90° et d'une longueur de pliage de 1000 mm. Compte tenu de la grande solidité de l'acier inoxydable, un retour élastique se produit (des parties de matériaux reprennent leur forme initiale après le pliage en raison d'une déformation élastique).
Ainsi, les matrices R4 à bouche en v (la surface de contact entre le poinçon supérieur et la matrice inférieure est en forme de v, et le rayon de la bouche en v est de 4 mm).
En même temps, le matériau SKD11 (un acier à outils de haute qualité, à haute teneur en carbone et en chrome) est choisi pour améliorer l'abrasivité et la durée de vie de la presse plieuse. Après des essais, la précision des dimensions et la qualité de la surface de la presse plieuse sont conformes aux exigences.
Cas 2 Sélection de l'outillage pour le traitement des tôles en alliage d'aluminium
Une usine d'équipements automatisés doit traiter une plaque d'alliage d'aluminium 6061-T6 avec un angle de pliage de 120° et une épaisseur de plaque de 3 mm. En raison de la souplesse de l'alliage d'aluminium, il y aura des indentations et des décollements (renflements partiels à la surface du matériau).
Après les essais, la matrice R8 à bouche en U (la surface de contact entre le poinçon supérieur et la matrice inférieure est en forme de U, le rayon de la bouche en U est de 8 mm) est choisie, et la surface de la matrice est soumise à un traitement de nitruration (un processus de traitement thermique de surface qui permet d'améliorer la dureté de la surface de la matrice).
Par ailleurs, la force de flexion est réduite de manière appropriée pendant le pliage, et la surface de la matrice est peinte avec de l'huile lubrifiante. La surface finale de la plaque d'alliage d'aluminium est lisse et propre, sans déformation apparente.
VI. Matériaux et qualité de l'outillage
Le matériau de l'outillage est un facteur important pour améliorer la qualité de la pièce à usiner et prolonger la durée de vie de l'outillage. Le coût des matériaux des outils varie en fonction de facteurs tels que le matériau de la pièce et la précision du pliage.
D'une manière générale, les matériaux d'outils de haute qualité comprennent l'acier trempé, l'acier rapide (HSS) et le carbure de tungstène. L'acier trempé est durable, résistant à l'usure et peut supporter des poids importants.
L'acier rapide est résistant à l'usure et a une longue durée de vie, mais son coût est plus élevé que celui de l'acier trempé. Le carbure de tungstène est le plus performant en termes de qualité et de coût.
VII. Entretien et stockage appropriés
Les outils de la presse plieuse doivent être correctement entretenus pour prolonger leur durée de vie et garantir la qualité du pliage. La lubrification, l'affûtage et le contrôle des performances de l'outillage doivent être effectués régulièrement, conformément aux instructions d'utilisation.
Stocker les outils dans des endroits spécialisés, tels que des armoires à outils à tiroirs ou à compartiments. Fixez et isolez chaque poinçon et chaque matrice avec de la mousse ou du plastique. Nettoyez également les outils régulièrement, en les essuyant avec un chiffon doux, et utilisez régulièrement un spray antirouille.
VIII. Conclusion
Les outils de la presse plieuse influencent la forme et la qualité de la pièce à plier. Avant le pliage, il est nécessaire de sélectionner les outils adaptés au matériau en fonction de la tôle.
Il est également nécessaire de déterminer la forme, l'angle et la taille de l'ouverture de la matrice en fonction de la pièce à plier. Une sélection correcte de l'outillage et une bonne utilisation des matériaux peuvent améliorer la précision des pièces à plier.
Ils affectent l'angle de pliage, le rayon interne, la longueur minimale de la bride et l'aspect de l'ensemble de la pièce. L'utilisation d'un outillage approprié peut améliorer l'efficacité du pliage, réduire les coûts, prévenir la déformation des profils et protéger la sécurité des opérateurs de presses plieuses.
Si vous avez encore des doutes sur le choix de la presse plieuse et de l'outillage de presse plieuse, n'hésitez pas à prendre contact avec mon entreprise, ADH Machine Tool.
En tant que fabricant de presses plieuses ayant 40 ans d'expérience, nous ne nous contentons pas de proposer des presses plieuses de haute qualité, mais nous nous efforçons également d'offrir un plan de solution global pour le traitement du pliage.
Je vous invite sincèrement à visitez notre page produit pour en savoir plus sur nos séries de presses plieuses et les outils correspondants. Notre équipe est prête à vous conseiller et à vous aider sur le plan technologique.



