I.简介
掌握专业术语在钣金行业至关重要。只有理解每个专业词汇的概念,才能更好地进行交流和完成任务。
压力制动器是金属板材加工中常用的设备。它可以通过压下模具将金属板弯曲成所需形状。机器本身有许多专有名词需要了解。
我们的段落旨在介绍常见的压力机制动器术语及其定义,帮助您建立正确的术语概念认知框架,提高工作技能。
此外,掌握压力机制动器的术语不仅限于机器零件的名称,还包括掌握以下概念 弯曲津贴, 弯曲扣除吨位计算等,这些都是钣金制造工艺中不可或缺的。
确保对专业术语的全面理解,可以更容易地提高金属成型任务的精确度,并在工作场所进行有效沟通。
II.压力机制动器的基本概念
概念
折弯机 由床身、滑枕、模具、冲头等组成,用于弯曲金属板。其功能通常由准确的沟通以及对功能和组件的清晰了解来决定。
它广泛应用于汽车、机床和机电产品,可有效完成板材折弯加工,满足不同类型车型的生产需求。
类型
液压压力制动器:它利用液压驱动系统将压力杆向下驱动,这在维护方面可能具有挑战性。
机械压力制动器:利用机械传动装置驱动压力杆。它结构简单,价格便宜,但驱动不稳定,而且动力巨大。
电动压力制动器利用交流电机驱动,速度快,易于控制,成为东方未来的发展方向。
了解压力机部件
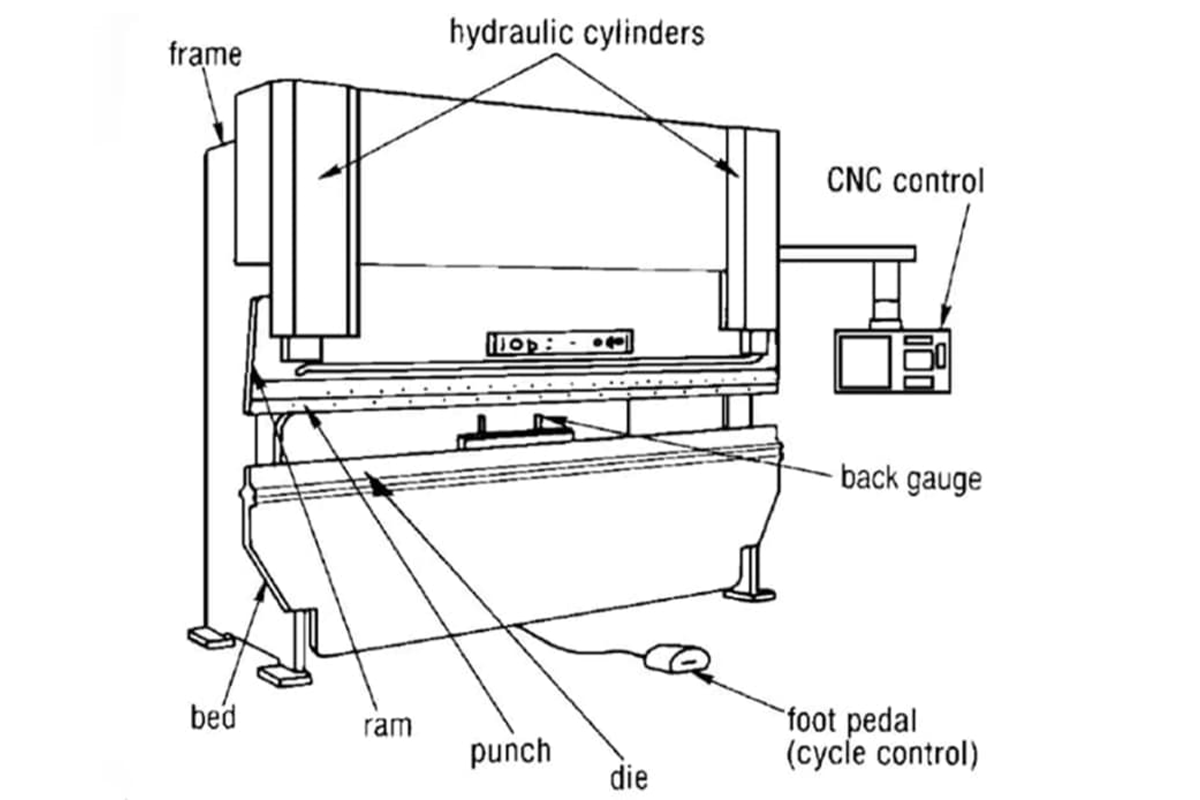
床
它是一个固定的平面,用于压力制动器放置工件。它支持并确保折弯过程的正确性和对齐性。
滑块
柱塞位于压力制动器的上部,可以向下移动,以施加压力。 弯曲力 在工件上。它与冲头相连,直接接触并帮助金属成型。
死亡
模具是在压力制动器中使用的具有特定形状的工具和部件,用于材料的成型和成形。它通常安装在底部横梁上。
冲床
冲床也是弯曲工艺中用于使材料成型的具有特定形状的工具和部件。它通常安装在上梁上。
背规
后置测量仪是指安装在机身后部的机械装置和数控控制器。 压弯 区域。它由手指和挡块组成,设计用于精确定位弯曲材料,从而确保一致、精确的弯曲效果。 弯曲操作.
背规产地
背规原点是在背规系统上测量的参考点。它确保了弯曲操作过程中背规的起始位置。
数控系统
CNC 是计算机数字控制的缩写。它是指利用计算机程序自动控制机床运动的控制系统,包括背规、滑枕和其他轴。
上梁
上梁是压力折弯机的活动梁或冲头,可对材料施加压力以进行折弯。它固定冲头并通过垂直运动施加压力。
下横梁
下梁在压力机制动器的固定中起着至关重要的作用,它可以为模具或底部工具提供支撑。当上横梁或冲头垂直移动进行弯曲操作时,它将保持稳定。
X-轴
X 轴是指水平轴,可控制背规沿压力机制动器长度方向移动。操作员控制背规的前后移动,从而确保法兰长度。
Y-轴
Y 轴是一个垂直轴,可以控制压力制动器冲头或上梁的移动。滑枕的垂直运动称为 Y 轴。如果压力机制动器配有两个独立的油缸,则数控压力机制动器可直接控制油缸的每一侧。滑枕左侧为 Y1,滑枕右侧为 Y2。
Z轴
Z 轴是指沿左右位置移动或停止的水平轴。Z 轴用于测量背规的位置和移动。
R轴
R 轴用于控制背规手指的垂直移动或停止。它可以弯曲复杂的形状或实现多重弯曲。背规的垂直运动是 R 轴,可在某些数控折弯机上进行控制。R1 和 R2 指左右背规的上下运动。
床单支撑臂
这些板材支撑臂是安装在机器前部的延伸部件,用于在弯曲过程中支撑工件。有时,它们还可以测量工件。
III.高级术语和技术
弯曲津贴
弯曲津贴 是指形成特定弯曲角度所需的材料变形或伸长量。它是根据材料厚度、弯曲镭射材料特性等计算得出的。
弯曲扣除
弯曲扣除 是指布局尺寸总和与曲面零件总长度之差。它显示了在加工过程中消耗的材料长度。 弯曲过程。
下死点
下死点是指冲头或上梁在下冲过程中到达的最低点。
制动能力
制动能力是指在机器运行限制范围内弯曲特定材料所产生的最大力或吨位。
离合器
离合器是压力机制动器中使用的一种机械装置。它可用于连接或中断从电机到冲头的动力传输。它在弯曲过程中控制滑块的移动和停止。
底部弯曲
底部弯曲 是一种上梁施加压力将材料弯曲成模具完整形状的技术。与 气弯底部弯曲使冲头和模具更接近。因此,更多的工具将与金属接触,折弯也能更好地匹配冲头和模具的形状。底部折弯比空气折弯需要更多的吨位。
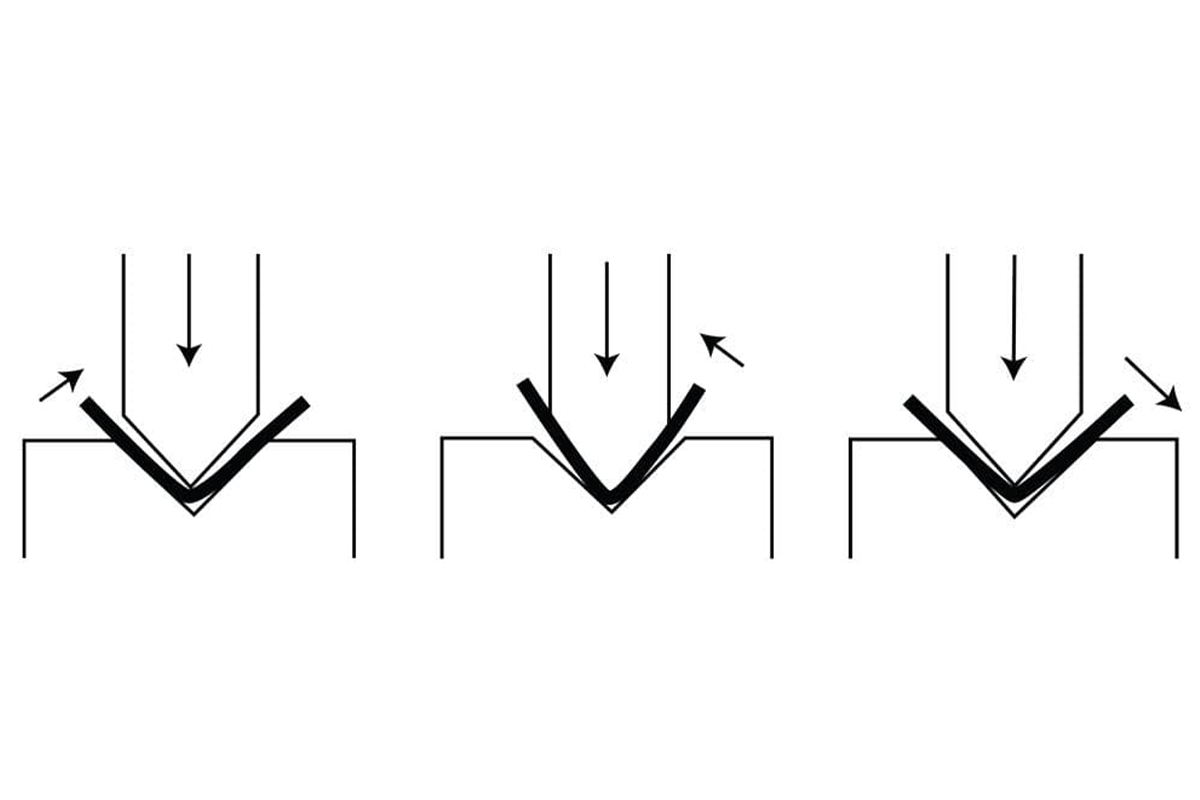
空气弯曲
空气弯曲是一种只使用 3 条接触线来弯曲材料的弯曲技术。材料不会到达底部,因此弯曲角度更灵活、更广泛。
与其他弯曲方法相比,空气弯曲与金属的接触较少。弯曲角度取决于冲头进入模具的深度,而不是工件本身的实际形状。
压印
冲压是一种精确的弯曲技术。它将材料压入模具,以实现高精度和正确的弯曲角度。压铸源于制造硬币的金属制造工艺,它使用极高的吨位来压缩金属,并使金属与模具的角度相同。
回弹
回弹是材料弯曲后恢复原状的一种趋势。材料弯曲后松开时,会出现一些回弹,导致弯曲部分略微变直或变形。
白天
日光指的是压力折弯机在没有材料或工具的情况下完全打开时,上梁和下梁之间的距离。它决定了机器和工具可容纳材料的最大高度。也就是可以放入压力折弯机的最大材料尺寸。正常的日照范围为 12-24 英寸。
偏差补偿
调整压力制动器 加冠 系统对挠度进行补偿,确保获得精确的弯曲结果。
偏转
压力制动器部件(如上梁和下梁)在折弯过程中会因受力而弯曲和偏移。挠度会影响弯曲操作的精度和可重复性。
弹性
弹性是指材料在受到外力作用时,可以从原来的形状恢复到原来形状的一种特性。压力制动器利用材料的弹性来实现所需的弯曲角度。
伸长率
伸长率是指材料在弯曲过程中的变形和拉伸量。它以百分比表示,由材料特性和弯曲参数决定。
法兰
凸缘是指在弯曲操作过程中材料保持不弯曲的平面或延伸部分。它具有稳定性,可视为部件或结构的连接点。
吉布调整
吉布斯调整是一个调整导向装置的过程。导向装置是控制冲床制动器冲头与框架间隙和稳定运动的机械部件。
内部弯曲半径
弯曲内半径是指弯曲材料内表面的曲率半径。它由中心线至弯曲最内侧点测量。
内侧后退
内退是指材料边缘与折弯内侧折弯线之间的距离。它可以确保材料的正确定位,实现精确折弯。
K 因数
k 因子是用于 折弯计算用于确保中性轴位置和 弯曲量.它考虑了材料的特性,如厚度、拉伸率和拉伸强度。
机械停机
机械挡块是压力机制动器背规系统上的一个物理挡块或限制器,用于控制材料位置,确保精确一致的弯曲。
最小内半径
最小内半径是弯曲操作过程中可以达到的最小半径。这不会导致可接受的材料损坏或变形。
中轴
中轴线是在弯曲过程中保持不变的中心轴线。当它被拉伸和压缩时,几乎不会变形。
外部后退
外侧后移是指材料边缘与折弯线外侧之间的距离。它可确保材料位置正确,从而实现精确弯曲。
夹点
夹点指的是上梁和下梁之间的区域,材料在弯曲过程中会在这里受到挤压。手指和手掌远离夹点至关重要。
行程长度
行程长度是指压力制动器冲头或上梁在垂直运动时的移动距离。它决定了所能达到的最大弯曲深度。
摆动手指
背规手指或挡块可以向上摆动和缩回,从而允许更大或更宽的部件弯曲,超出正常背规范围。
串联
串联装置是一种可同时使用两台压力折弯机对长板材或宽板材进行折弯的装置。它可以提高生产能力和灵活性。
拉伸强度
拉伸强度是指材料在断裂或失效前可弯曲的最大拉伸力。这是选择弯曲材料时需要考虑的因素。
喉咙
喉管是指从底梁中心线到机架之间的最大深度距离。它决定了整个宽度上可弯曲材料的最大深度。
顶部正中
上死点是压力机制动器的冲头或上梁在上冲程中到达的最高点。
IV.结论
我们的段落主要讲述了压力制动器的基本概念和相关术语,这可能有助于你掌握行业知识。
如果您想了解更多有关压力制动器的知识,欢迎访问 浏览我们的官方网站 用于机器学习或采购!



