I. Einleitung
Die Beherrschung der Fachterminologie ist in der Blechindustrie von entscheidender Bedeutung. Nur wenn wir das Konzept jedes technischen Vokabulars verstehen, können wir kommunizieren und die Aufgabe besser bewältigen.
Die Abkantpresse ist ein häufig verwendetes Gerät in der Blechverarbeitung. Sie kann das Metallblech durch Herunterdrücken der Matrize in die gewünschte Form biegen. Für die Maschine selbst gibt es viele spezifische Bezeichnungen, die man kennen muss.
Unser Text zielt darauf ab, die gebräuchliche Terminologie für Abkantpressen und ihre Definition einzuführen, was Ihnen helfen kann, das richtige Begriffskonzept zu erkennen und Ihre Arbeitsfähigkeiten zu verbessern.
Außerdem beschränkt sich die Beherrschung der Abkantpressenterminologie nicht nur auf die Bezeichnung der Maschinenteile, sondern beinhaltet auch das Konzept der Beherrschung Biegezugabe, Biegeabzug, Tonnageberechnung usw., die für die Blechbearbeitung unerlässlich ist.
Die Sicherstellung eines umfassenden Verständnisses der Terminologie erleichtert die Verbesserung der Präzision von Metallumformungsaufgaben und die effektive Kommunikation am Arbeitsplatz.
II. Grundlegende Konzepte der Abkantpresse
Konzept
Abkantpresse besteht aus dem Bett, dem Stößel, der Matrize, dem Stempel usw., die zum Biegen des Blechs bestimmt sind. Seine Funktion wird in der Regel durch genaue Kommunikation und ein klares Verständnis der Funktion und der Komponenten bestimmt.
Sie ist in der Automobilindustrie, bei Werkzeugmaschinen und elektromechanischen Produkten weit verbreitet und kann die Blechbiegearbeiten effektiv durchführen und die Produktionsanforderungen verschiedener Modelltypen erfüllen.
Typen
Hydraulische Abkantpresse: Sie nutzt ein hydraulisch angetriebenes System, um die Druckstange nach unten zu drücken, was schwierig zu warten sein kann.
Mechanische Abkantpresse: Sie nutzt eine mechanische Übertragungseinstellung, um die Druckstange anzutreiben. Sie ist einfach und billig, aber der Antrieb ist unbeständig und hat eine immense Kraft.
Elektrische AbkantpresseEr nutzt den AC-Motor für den Antrieb, ist schnell und einfach zu steuern, was die zukünftige Entwicklung des orientalischen Marktes darstellt.
Verständnis der Komponenten einer Abkantpresse
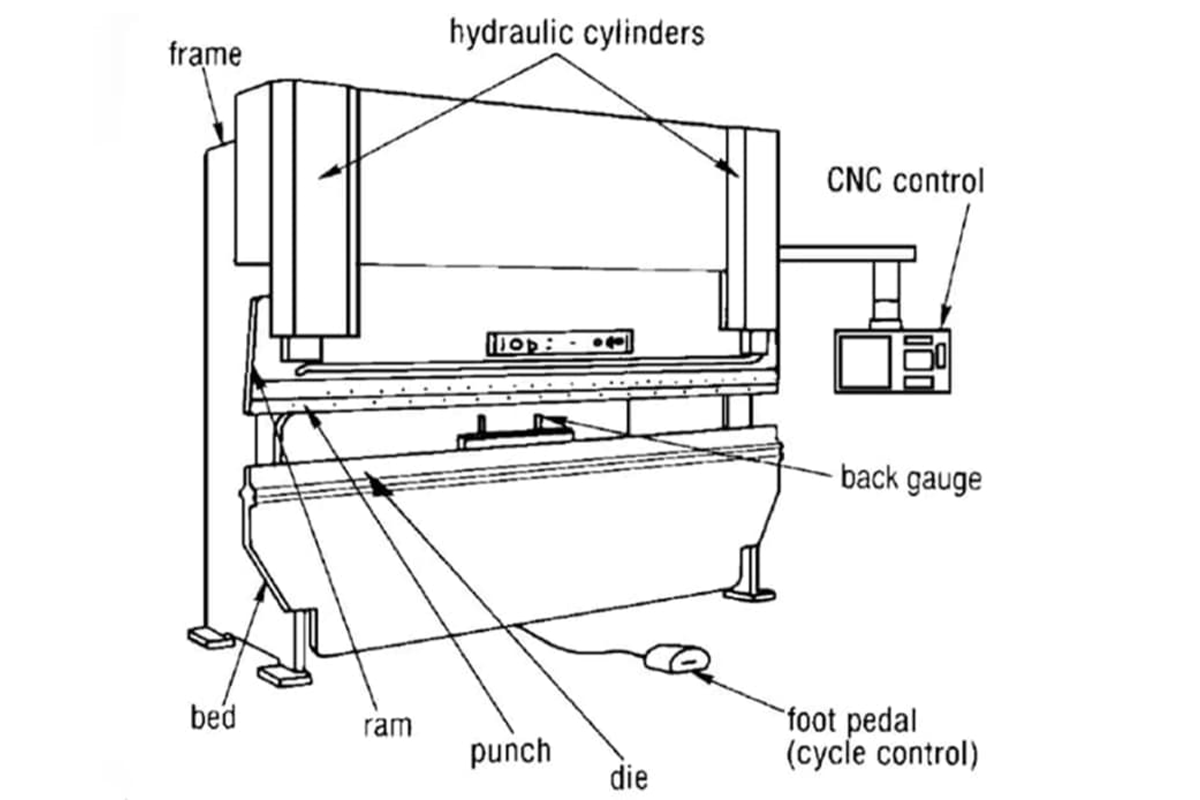
Bett
Es handelt sich um eine feste, ebene Fläche, auf der die Abkantpresse das Werkstück ablegt. Sie unterstützt und gewährleistet, dass der Biegeprozess korrekt und ausgerichtet ist.
Ram
Der Stößel befindet sich auf dem oberen Teil der Abkantpresse, der nach unten bewegt werden kann, um den Druck zu erhöhen. Biegekraft auf dem Werkstück. Er ist mit dem Stempel verbunden und berührt das Metall direkt und hilft bei der Formgebung.
Die
Die Matrize ist ein Werkzeug und ein Teil mit einer bestimmten Form, das in der Abkantpresse verwendet wird und zum Formen und Umformen des Materials dient. Sie ist in der Regel auf dem Unterbalken installiert.
Stanzen
Der Stempel ist auch das Werkzeug und das Teil mit spezifischen Formen, das im Biegeprozess verwendet wird, um Materialien in Form zu bringen. Er wird in der Regel an der Oberwange angebracht.
Spurweite
Der Hinteranschlag ist der Mechanismus und die CNC-Steuerung, die auf der Rückseite der Maschine installiert sind. Abkantpresse biegen Bereich. Sie besteht aus den Fingern und Anschlägen und ist so konzipiert, dass sie das Biegematerial präzise positioniert, was eine gleichmäßige und genaue Biegevorgang.
Herkunft der Rückanschläge
Der Ursprung des Hinteranschlags ist der Bezugspunkt, der auf dem Hinteranschlagsystem gemessen wird. Er stellt die Ausgangsposition des Hinteranschlags während des Biegevorgangs sicher.
CNC-System
CNC ist die Abkürzung für "Computer Numerical Control". Es handelt sich um ein Steuerungssystem, das Computerprogramme verwendet, um die Maschinenbewegung automatisch zu steuern, was Hinteranschlag, Stößel und andere Achsen einschließt.
Oberer Balken
Der Oberbalken ist ein beweglicher Balken oder Stempel der Abkantpresse, der Druck auf das Material ausüben kann, um das Biegen durchzuführen. Er fixiert den Stempel und übt den Druck durch vertikale Bewegung aus.
Unterer Balken
Der untere Balken spielt eine wichtige Rolle bei der Befestigung der Abkantpresse, da er als Stütze für die Matrize oder die unteren Werkzeuge dienen kann. Wenn sich der obere Balken oder der Stempel vertikal bewegt, um Biegevorgänge auszuführen, bleibt er stabil.
X-Achse
Die X-Achse bezieht sich auf eine horizontale Achse, die die Bewegung des Hinteranschlags entlang der Abkantpresse steuern kann. Der Bediener steuert die Hin- und Herbewegung des Hinteranschlags und stellt so die Flanschlänge sicher.
Y-Achse
Die Y-Achse ist eine vertikale Achse, die die Bewegung des Stempels oder des Oberbalkens der Abkantpresse steuern kann. Die vertikale Bewegung des Stößels wird als Y-Achse bezeichnet. Wenn die Abkantpresse mit zwei unabhängigen Zylindern ausgestattet ist, kann die CNC-Abkantpresse jede Seite des Zylinders direkt steuern. Die linke Seite des Stößels ist Y1, und die rechte Seite des Stößels ist Y2.
Z-Achse
Die Z-Achse bezieht sich auf die horizontale Achse, die sich entlang der linken und rechten Position bewegt oder anhält. Die Z-Achse wird verwendet, um die Position und Bewegung des Hinteranschlags zu messen.
R-Achse
Die R-Achse dient zur Steuerung der vertikalen Bewegung oder des Anschlags des Hinteranschlagfingers. Sie kann komplexe Formen biegen oder mehrere Biegungen durchführen. Die vertikale Bewegung des Hinteranschlags ist die R-Achse, die bei einigen CNC-Abkantpressen gesteuert werden kann. R1 und R2 beziehen sich auf die Auf- und Abwärtsbewegung des linken und rechten Hinteranschlags.
Blatt-Tragarme
Diese Blechträger sind verlängerte Teile, die an der Vorderseite der Maschine angebracht sind und dazu dienen, das Werkstück beim Biegen zu stützen. Manchmal können sie auch das Werkstück messen.
III. Fortgeschrittene Terminologie und Techniken
Biegezugabe
Biegezugabe bezieht sich auf die Verformung oder Dehnung des Materials, die für die Bildung eines bestimmten Biegewinkels erforderlich ist. Sie wird je nach Materialstärke, Biegeradium, Materialeigenschaften usw. berechnet.
Abzug biegen
Abzug biegen bezieht sich auf die Differenz zwischen der Summe der Layoutabmessungen und der Gesamtlänge des gebogenen Teils. Sie zeigt die Länge des verbrauchten Materials während der Biegeverfahren.
Unterer Totpunkt
Der untere Totpunkt bezieht sich auf den tiefsten Punkt, den der Stempel oder Oberbalken beim Abwärtshub erreicht hat.
Bremsvermögen
Das Bremsvermögen bezieht sich auf die größte Kraft oder Tonnage, die beim Biegen eines bestimmten Materials innerhalb der Betriebsgrenzen der Maschine ausgeübt wird.
Kupplung
Eine Kupplung ist eine mechanische Vorrichtung, die in einer Abkantpresse verwendet wird. Sie kann verwendet werden, um die Kraftübertragung vom Motor zum Stempel zu verbinden oder zu unterbrechen. Sie steuert die Bewegung und das Anhalten des Stempels während des Biegevorgangs.
Unten biegen
Unten biegen ist eine Technik, bei der der obere Balken Druck ausübt, um das Material in die vollständige Form der Matrize zu biegen. Verglichen mit LuftbiegenDie untere Biegung hält den Stempel und die Matrize näher zusammen. Dadurch kommen mehr Werkzeuge mit dem Metall in Berührung, und das Biegen kann besser an die Form von Stempel und Matrize angepasst werden. Das Gesenkbiegen benötigt mehr Tonnage als das Luftbiegen.
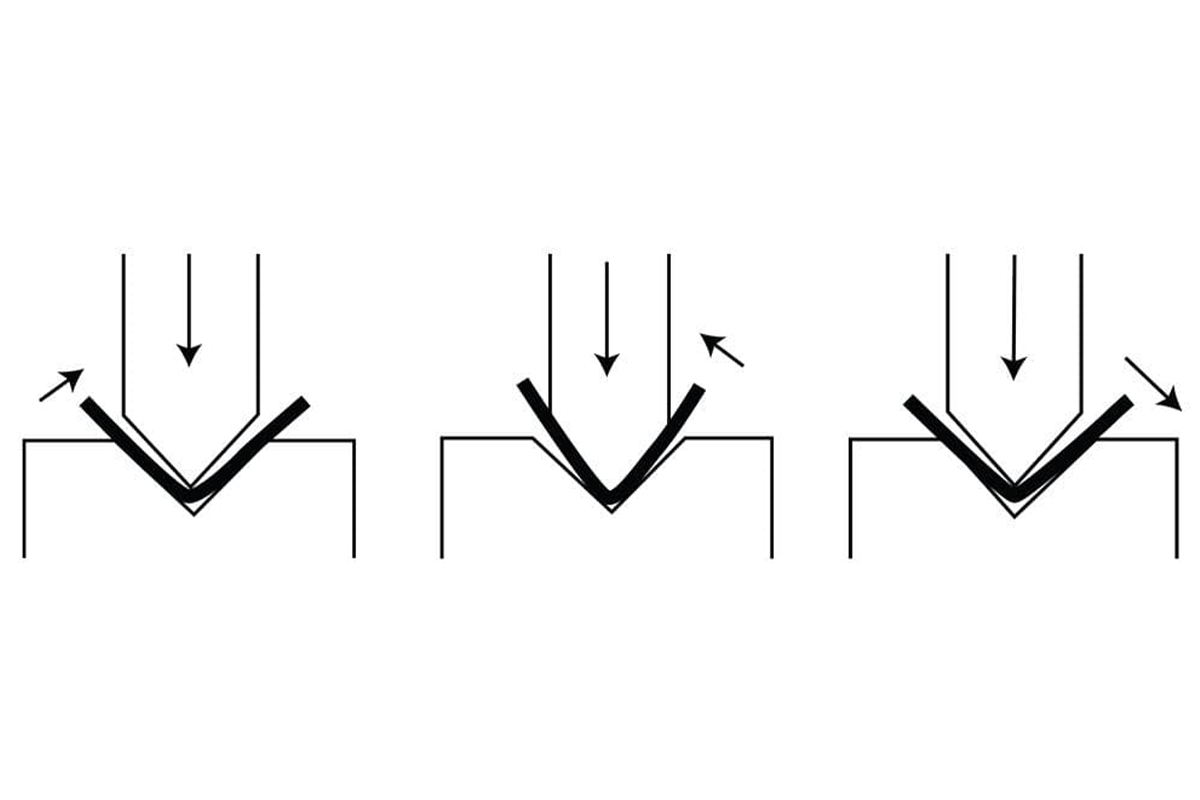
Luftbiegen
Luftbiegen ist eine Biegetechnik, bei der nur 3 Kontaktlinien zum Biegen des Materials verwendet werden. Das Material wird nicht am Boden ankommen, so dass ein flexiblerer und breiterer Biegewinkel entsteht.
Im Vergleich zu anderen Biegeverfahren kommt das Luftbiegen weniger mit dem Metall in Berührung. Der Biegewinkel wird durch die Tiefe bestimmt, die der Stempel in die Matrize eintaucht, und nicht durch die tatsächliche Form des Werkstücks selbst.
Prägung
Das Prägen ist eine präzise Biegetechnik. Dabei wird das Material in die Matrize gepresst, um eine hohe Präzision und den richtigen Biegewinkel zu erreichen. Das Prägen stammt aus dem Metallherstellungsprozess zur Herstellung von Münzen, bei dem eine extrem hohe Tonnage zur Komprimierung des Metalls verwendet wird, so dass das Metall dem Winkel der Matrize entspricht.
Zurückspringen
Rückfederung ist ein Trend, bei dem das Material nach dem Biegen in seine ursprüngliche Form zurückkehrt. Wenn das Material gebogen und wieder losgelassen wird, kommt es zu einer gewissen Rückfederung, was dazu führt, dass das gebogene Teil leicht begradigt oder verformt wird.
Tageslicht
Als Tageslicht wird der Abstand zwischen Ober- und Unterbalken der Abkantpresse bezeichnet, wenn diese ohne Material oder Werkzeuge vollständig geöffnet ist. Er bestimmt die maximale Höhe des Materials, das Maschinen und Werkzeuge aufnehmen können. Das ist die größte Materialgröße, die in die Abkantpresse eingelegt werden kann. Das normale Tageslicht reicht von 12-24 Zoll.
Ablenkungsausgleich
Einstellen der Abkantpresse Krönung System zur Kompensation der Durchbiegung, wodurch genaue Biegeergebnisse gewährleistet werden.
Ablenkung
Die Komponenten der Abkantpresse (z. B. Ober- und Unterwange) werden durch die während des Biegevorgangs wirkenden Kräfte gebogen und verformt. Die Durchbiegung beeinträchtigt die Genauigkeit und Wiederholbarkeit des Biegevorgangs.
Elastizität
Die Elastizität ist eine Eigenschaft, die dazu führen kann, dass das Material unter dem Einfluss einer äußeren Kraft aus seiner ursprünglichen Form zurückkehrt. Die Abkantpresse nutzt die Elastizität des Materials, um den gewünschten Biegewinkel zu erreichen.
Dehnung
Die Dehnung bezieht sich auf das Ausmaß der Materialverformung und -dehnung während des Biegevorgangs. Sie wird in Prozent angegeben und durch Materialeigenschaften und Biegeparameter bestimmt.
Flansch
Als Flansch wird der flache oder verlängerte Teil bezeichnet, der während des Biegevorgangs nicht gebogen wird. Er bietet Stabilität und kann als Verbindungspunkt des Bauteils oder der Struktur betrachtet werden.
Gibb-Anpassung
Die Gibb-Einstellung ist ein Verfahren zur Einstellung der Führungsvorrichtung. Die Führungsvorrichtung ist ein mechanisches Bauteil, das die Bewegung des Stempels und des Rahmens der Abkantpresse sowie die Stabilität steuert.
Innerer Biegeradius
Der innere Biegeradius bezieht sich auf den Krümmungsradius der Innenfläche des Biegematerials. Er wird von der Mittellinie bis zum innersten Punkt der Biegung gemessen.
Innerer Rücksprung
Der innere Rückschlag bezieht sich auf den Abstand zwischen der Materialkante und der Biegelinie auf der Innenseite der Biegung. Er kann die korrekte Positionierung des Materials sicherstellen und ein genaues Biegen ermöglichen.
Faktor K
Der k-Faktor ist der Modul, der in Abkantpresse Biegen Berechnungdie zur Gewährleistung einer neutralen Achsenposition verwendet wird und Biegezugabe. Dabei werden die Materialeigenschaften wie Dicke, Dehnungsgeschwindigkeit und Dehnungsspannung berücksichtigt.
Mechanischer Anschlag
Ein mechanischer Anschlag ist ein physischer Anschlag oder Begrenzer am Hinteranschlagsystem der Abkantpresse, der zur Kontrolle der Materialposition und zur Gewährleistung einer genauen und gleichmäßigen Biegung dient.
Minimaler Innenradius
Der minimale Innenradius ist der kleinste Radius, der während des Biegevorgangs erreicht werden kann. Dies führt nicht zu einer akzeptablen Materialbeschädigung oder Verformung.
Neutrale Achse
Die neutrale Achse ist die Mittelachse oder Linie, die beim Biegen konstant bleibt. Wenn sie gedehnt und gestaucht wird, verformt sie sich fast nicht.
Äußerer Rücksprung
Die äußere Absenkung bezieht sich auf den Abstand zwischen der Kante des Materials und der Biegelinie außerhalb der Biegung. Er gewährleistet die korrekte Position des Materials, um eine präzise Biegung zu erreichen.
Quetschstelle
Der Quetschpunkt bezieht sich auf den Bereich zwischen dem oberen und dem unteren Balken, in dem das Material während des Biegens zusammengedrückt wird. Es ist von entscheidender Bedeutung, die Finger und Hände von den Quetschstellen fernzuhalten.
Länge des Hubs
Die Hublänge bezieht sich auf den Verfahrweg des Abkantstempels oder der Oberwange in vertikaler Bewegung. Sie bestimmt die maximale Biegetiefe, die erreicht werden kann.
Finger hochschwingen
Die Finger oder Anschläge des Hinteranschlags können nach oben geschwenkt und zurückgezogen werden, um größere oder breitere Bauteile zu ermöglichen, die sich über den normalen Hinteranschlagsbereich hinaus biegen.
Tandem
Ein Tandem ist eine Vorrichtung, bei der zwei Abkantpressen zusammen verwendet werden können, um ein langes oder breites Blech zu biegen. Sie kann die Kapazität und Flexibilität verbessern.
Zugfestigkeit
Die Zugfestigkeit bezieht sich auf die größte Dehnungskraft, mit der das Material gebogen werden kann, bevor es bricht oder ungültig wird. Dies ist der Faktor, der bei der Auswahl des Biegematerials zu berücksichtigen ist.
Kehle
Die Ausladung bezieht sich auf den maximalen Tiefenabstand zwischen der Mittellinie des Unterbalkens und dem Rahmen. Er bestimmt die größte Tiefe des Materials, das über seine gesamte Breite gebogen werden kann.
Oberer Totpunkt
Der obere Totpunkt ist der höchste Punkt, den der Stempel oder die Oberwange der Abkantpresse beim oberen Hub erreicht.
IV. Schlussfolgerung
In diesem Abschnitt geht es vor allem um das Grundkonzept der Abkantpresse und die relevanten Begriffe, die Ihnen helfen können, sich Branchenkenntnisse anzueignen.
Wenn Sie mehr über das Wissen über Abkantpressen erfahren möchten, sind Sie herzlich willkommen bei Besuchen Sie unsere offizielle Website für maschinelles Lernen oder Einkauf!



