I. Introducción
Dominar la terminología profesional es de vital importancia en el sector de la chapa metálica. Solo comprendiendo el concepto de cada vocabulario técnico podremos comunicarnos y realizar mejor la tarea.
La prensa plegadora es un dispositivo habitual en la fabricación de chapas metálicas. Puede doblar la chapa para darle la forma deseada presionando la matriz. La propia máquina tiene muchos nombres específicos que hay que conocer.
Nuestro pasaje pretende presentar la terminología común de las prensas plegadoras y su definición, lo que puede ayudarle a establecer el marco cognitivo del concepto terminológico correcto y a mejorar sus habilidades de trabajo.
Además, dominar la terminología de la prensa plegadora no sólo se limita al nombre de las piezas de la máquina, sino que también contiene el concepto de dominar margen de flexión, deducción por flexióncálculo de tonelaje, etc., indispensable para las artes de fabricación de chapas metálicas.
Garantizar una comprensión exhaustiva de la terminología facilita la mejora de la precisión de las tareas de conformado de metales y la comunicación eficaz en el espacio de trabajo.
II. Conceptos básicos de la plegadora
Concepto
Prensa plegable se compone de la bancada, el carnero, la matriz, el punzón, etc., que está diseñado para doblar la chapa metálica. Su función suele determinarse mediante una comunicación precisa y una comprensión clara de la función y los componentes.
Se utiliza ampliamente en automóviles, máquinas-herramienta y productos electromecánicos, que pueden realizar eficazmente la fabricación de plegado de chapa y satisfacer las necesidades de producción de diferentes tipos de modelos.
Tipos
Prensa plegadora hidráulica: utiliza el sistema de accionamiento hidráulico para impulsar la barra de presión hacia abajo, lo que puede suponer un reto de mantenimiento.
Prensa plegadora mecánica: utiliza una transmisión mecánica para accionar la barra de presión. Es sencilla y barata, pero el accionamiento es inconsistente y tiene una potencia inmensa.
Prensa plegadora eléctricaUtiliza un motor de corriente alterna, es rápido y fácil de controlar, lo que lo convierte en el futuro desarrollo de la tecnología oriental.
Componentes de la prensa plegadora
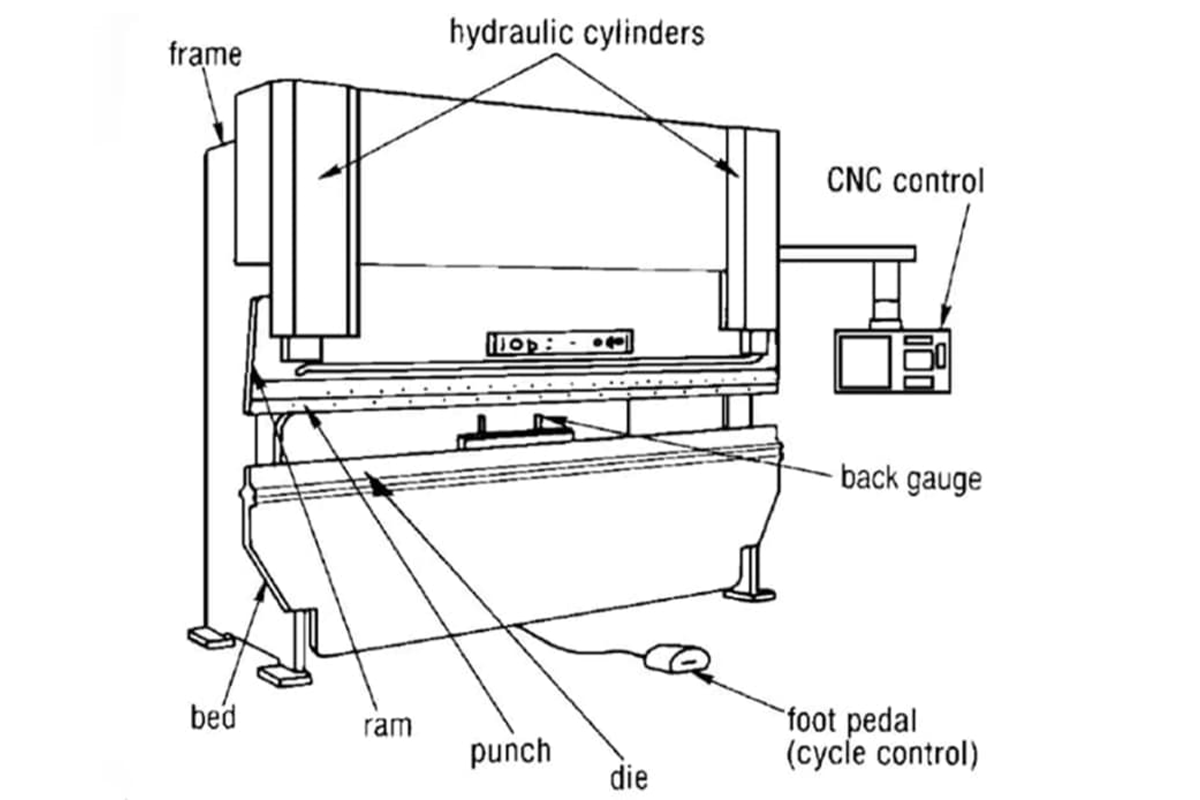
Cama
Es una superficie fija y plana que sirve para que la plegadora apoye la pieza. Sirve de apoyo y garantiza que el proceso de plegado sea correcto y esté alineado.
Ram
Ram se encuentra en la parte superior de la prensa plegadora, que puede desplazarse hacia abajo para ejercer fuerza de flexión en la pieza de trabajo. Está conectado al punzón y toca directamente y ayuda a formar el metal.
Muere
La matriz es un utillaje y una pieza con una forma específica que se utiliza en la prensa plegadora y está diseñada para dar forma y moldear el material. Suele instalarse en la viga inferior.
Ponche
El punzón es también la herramienta y pieza con formas específicas que se utiliza en el proceso de plegado para dar forma a los materiales. Suele instalarse en la viga superior.
Calibre trasero
El calibrador trasero es el mecanismo y el controlador CNC instalados en la parte trasera del plegado con plegadora área. Se compone de los dedos y los topes y está diseñado para posicionar el material de flexión con precisión, lo que puede garantizar una consistente y precisa. operación de plegado.
Origen del calibrador trasero
El origen del tope trasero es el punto de referencia medido en el sistema de tope trasero. Garantiza la ubicación inicial del tope trasero durante la operación de plegado.
Sistema CNC
CNC es la abreviatura de control numérico por ordenador. Se refiere a un sistema de control que utiliza programas informáticos para controlar automáticamente el movimiento de la máquina, que incluye el tope trasero, el cilindro y otros ejes.
Viga superior
La viga superior es una viga móvil o punzón de la plegadora, que puede ejercer presión sobre el material para realizar el plegado. Fija el punzón y ejerce la presión mediante un movimiento vertical.
Viga inferior
La viga inferior desempeña un papel vital en la fijación de la prensa plegadora, ya que puede ofrecer soporte para la matriz o las herramientas inferiores. Cuando la viga superior o el punzón se mueven verticalmente para ejercer operaciones de plegado, se mantendrán estables.
Eje X
El eje X se refiere a un eje horizontal que puede controlar el movimiento del tope trasero a lo largo de la longitud de la plegadora. El operario controla el movimiento de vaivén del tope trasero, garantizando así la longitud de la brida.
Eje Y
El eje Y es un eje vertical que puede controlar el movimiento del punzón de la plegadora o de la viga superior. El movimiento vertical del punzón se denomina eje Y. Si la prensa plegadora está equipada con dos cilindros independientes, la prensa plegadora CNC puede controlar directamente cada lado del cilindro. El lado izquierdo del cilindro es Y1, y el lado derecho del cilindro es Y2.
Eje Z
El eje Z se refiere al eje horizontal que se mueve o se detiene a lo largo de las ubicaciones izquierda y derecha. El eje Z se utiliza para medir la ubicación y el movimiento del tope trasero.
Eje R
El eje R se utiliza para controlar el movimiento vertical o el tope del dedo del tope trasero. Puede doblar formas complejas o lograr múltiples dobleces. El movimiento vertical del tope trasero es el eje R, que puede controlarse en algunas plegadoras CNC. R1 y R2 se refieren al movimiento ascendente y descendente de los calibradores traseros izquierdo y derecho.
Brazos portahojas
Estos brazos de soporte de chapa son piezas alargadas instaladas en la parte delantera de la máquina, que se utilizan para apoyar la pieza durante el plegado. A veces, pueden medir la pieza de trabajo.
III. Terminología y técnicas avanzadas
Permiso de curvatura
Permiso de curvatura se refiere a la deformación o alargamiento del material necesario para formar un ángulo de flexión específico. Se calcula en función del grosor del material, las características del material de radio de flexión, etc.
Deducción por flexión
Deducción por flexión se refiere a la diferencia entre la suma de las cotas de trazado y la longitud total de la pieza curva. Muestra la longitud del material consumido durante el proceso de plegado.
Punto muerto inferior
El punto muerto inferior se refiere al punto más bajo al que llegó el punzón o la viga superior durante la carrera descendente.
Capacidad de frenado
La capacidad de frenado se refiere a la mayor fuerza o tonelaje ejercido al doblar un material específico dentro de la restricción de funcionamiento de la máquina.
Embrague
Un embrague es un dispositivo mecánico utilizado en la prensa plegadora. Sirve para conectar o interrumpir la transmisión de potencia del motor al punzón. Controla el movimiento y la parada del ariete durante el proceso de plegado.
Flexión inferior
Flexión inferior es una técnica en la que la viga superior ejerce presión para doblar el material hasta darle la forma completa de la matriz. En comparación con curvado por aireEl plegado inferior mantiene el punzón y la matriz más cerca. Así, más herramientas estarán en contacto con los metales, y el plegado puede adaptarse mejor a la forma del punzón y la matriz. El plegado inferior necesita más tonelaje que el plegado por aire.
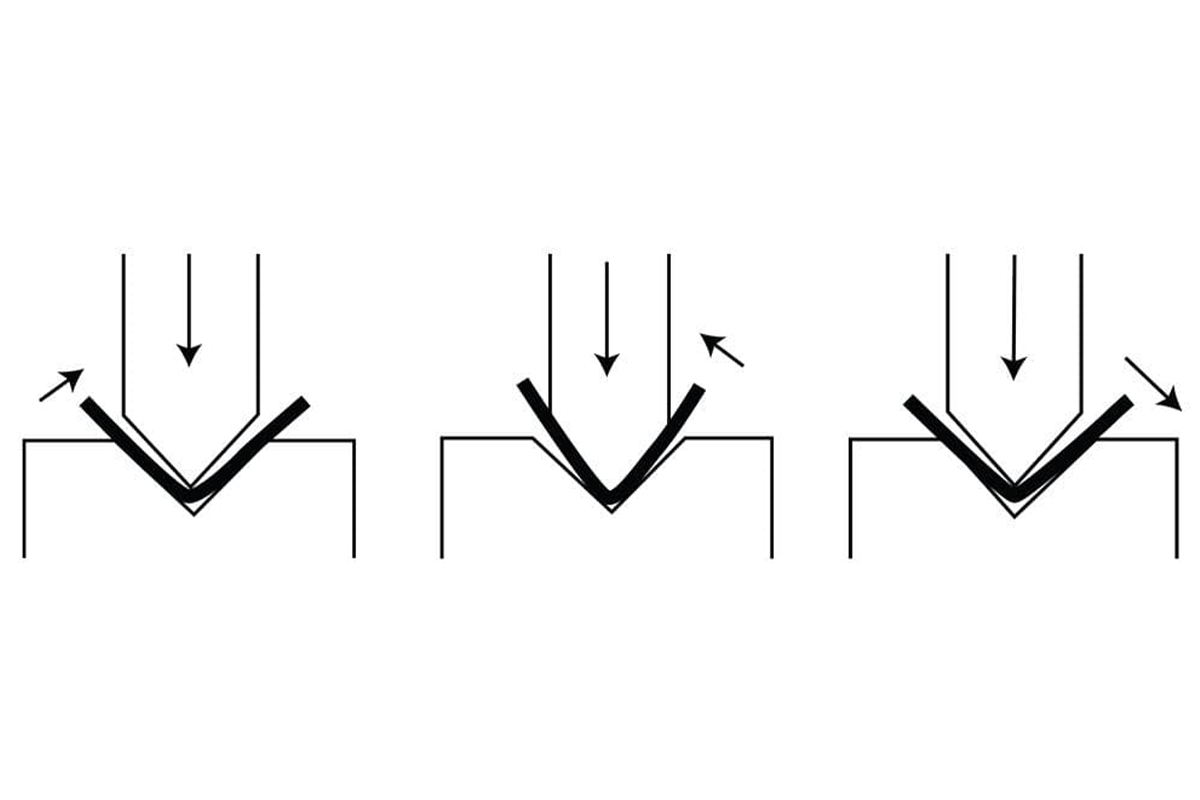
Flexión por aire
El curvado por aire es una técnica de curvado que sólo utiliza 3 líneas de contacto para curvar el material. El material no llegará al fondo por lo que habrá un ángulo de curvatura más flexible y extendido.
En comparación con otros métodos de plegado, el plegado por aire entra menos en contacto con el metal. El ángulo de plegado viene determinado por la profundidad a la que desciende el punzón en la matriz, en lugar de por la forma real de la propia pieza.
Acuñación
El acuñado es una tecnología de plegado precisa. Presiona el material en la matriz para conseguir una gran precisión y un ángulo de doblado correcto. El acuñado tiene su origen en el proceso de fabricación de metal para hacer monedas, que utiliza un tonelaje extremadamente alto para comprimir el metal, y hace que el metal tenga el mismo ángulo que la matriz.
Primavera
El springback es una tendencia en la que el material vuelve a su forma original después de ser doblado. Cuando el material se dobla y se suelta, mostrará cierto springback, lo que provocará que la parte doblada se enderece o deforme ligeramente.
Luz diurna
La luz diurna se refiere a la distancia entre el larguero superior y el larguero inferior de la plegadora cuando se abre completamente sin material ni herramientas. Determina la altura máxima de material que pueden alojar las máquinas y herramientas. Es decir, el mayor tamaño de material que se puede colocar en la plegadora. La luz normal oscila entre 12 y 24 pulgadas.
Compensación de la desviación
Ajustar la prensa plegadora coronando para compensar la deflexión, garantizando resultados de flexión precisos.
Desviación
Los componentes de la prensa plegadora (como la viga superior y la viga inferior) se doblarán y desviarán debido a las fuerzas que se ejercen durante el proceso de plegado. La deflexión afectará a la precisión y repetibilidad de la operación de plegado.
Elasticidad
La elasticidad es una característica que puede hacer que el material recupere su forma original cuando se ve influido por la fuerza exterior. La prensa plegadora utiliza la elasticidad del material para conseguir el ángulo de plegado requerido.
Alargamiento
El alargamiento se refiere a la cantidad de deformación y estiramiento del material durante el proceso de plegado. Se expresa en porcentaje y viene determinada por las características del material y los parámetros de flexión.
Brida
Por brida se entiende la parte plana o extendida cuyo material permanece sin doblar durante la operación de plegado. Ofrece estabilidad y puede considerarse un punto de unión del componente o la estructura.
Ajuste Gibb
El ajuste Gibb es un proceso para ajustar el dispositivo de guiado. El dispositivo de guiado es un componente mecánico que controla el punzón de la plegadora y el movimiento de separación y estabilidad del bastidor.
Radio de curvatura interior
El radio interior de curvatura se refiere al radio de curvatura de la superficie interior del material de curvatura. Se mide desde la línea central hasta el punto más interior de la curva.
Retroceso interior
El retroceso interior se refiere a la distancia entre el borde del material y la línea de plegado del lado interior de plegado. Puede garantizar el posicionamiento correcto del material y lograr un plegado preciso.
Factor K
El factor k es el módulo utilizado en cálculo de plegado con plegadoraque se utiliza para garantizar la posición neutra del eje y margen de flexión. Tiene en cuenta las características del material, como el grosor, la velocidad de estiramiento y la tensión de estiramiento.
Tope mecánico
Un tope mecánico es un tope físico o limitador en el sistema de tope trasero de la plegadora, que se utiliza para controlar la posición del material y garantizar un plegado preciso y uniforme.
Radio interior mínimo
El radio interior mínimo es el radio mínimo que puede alcanzarse durante el proceso de doblado. Esto no dará lugar a daños o deformaciones aceptables del material.
Eje neutro
El eje neutro es el eje o línea central, que se mantiene constante durante la flexión. Cuando se estira y se comprime, casi no se deforma.
Retroceso exterior
El retroceso exterior se refiere a la distancia entre el borde del material y la línea de plegado fuera del plegado. Garantiza la posición correcta del material para lograr un plegado preciso.
Punto de pinzamiento
El punto de pinzamiento se refiere a la zona entre los largueros superior e inferior, donde el material se comprimirá durante el plegado. Mantener los dedos y la mano alejados de los puntos de pinzamiento es de vital importancia.
Longitud de la carrera
La longitud de carrera se refiere a la distancia de desplazamiento del punzón de la plegadora o de la viga superior en movimiento vertical. Determina la profundidad máxima de plegado que puede alcanzarse.
Dedo basculante hacia arriba
Los dedos o topes del tope trasero pueden bascular hacia arriba y retraerse, permitiendo componentes más grandes o anchos que se doblan más allá del rango normal del tope trasero.
Tándem
Un tándem es un dispositivo que dos prensas plegadoras que se pueden utilizar juntos para operar el plegado en una hoja larga o ancha. Puede mejorar la capacidad y la flexibilidad.
Resistencia a la tracción
La resistencia a la tracción se refiere a la mayor fuerza de estiramiento que se puede doblar el material antes de romperse o invalidarse. Es el factor que hay que tener en cuenta al elegir el material de flexión.
Garganta
La garganta se refiere a la distancia de profundidad máxima que va desde la línea central de la viga inferior hasta el bastidor. Determina la mayor profundidad del material que puede doblarse en toda su anchura.
Punto muerto superior
El punto muerto superior es el punto más alto al que llega el punzón o la viga superior de la plegadora durante la carrera superior.
IV. Conclusión
Nuestro pasaje habla principalmente del concepto básico de la prensa plegadora y de las terminologías pertinentes, lo que puede ayudarle a dominar los conocimientos del sector.
Si quiere saber más sobre los conocimientos de la prensa plegadora, bienvenido a visite nuestro sitio web oficial para el aprendizaje automático o la compra



