I. Введение
Овладение профессиональной терминологией имеет жизненно важное значение в индустрии листового металла. Только понимая смысл каждой технической лексики, мы сможем лучше общаться и выполнять поставленные задачи.
Листогибочный пресс - это распространенное устройство, используемое при изготовлении листового металла. С его помощью можно согнуть металлический лист в нужную форму, прижимая его к штампу. Сам станок имеет много специфических существительных, которые необходимо знать.
Цель нашего отрывка - познакомить вас с общепринятой терминологией листогибочных машин и ее определением, что поможет вам установить правильную терминологическую когнитивную базу и улучшить свои рабочие навыки.
Кроме того, освоение терминологии листогибочного пресса не ограничивается только названиями частей станка, но и содержит концепцию освоения припуск на изгиб, вычет за сгибание, расчет тоннажа и т.д., что незаменимо при производстве листового металла.
Полное понимание терминологии позволяет повысить точность выполнения задач по обработке металлов давлением и эффективность коммуникации в рабочем пространстве.
II. Основные понятия о листогибочном прессе
Концепция
Листогибочный пресс состоит из станины, плунжера, матрицы, пуансона и т.д., которые предназначены для гибки металлического листа. Его работа обычно определяется точным общением и четким пониманием функций и компонентов.
Он широко используется в автомобилях, станках и электромеханических изделиях, которые могут эффективно выполнять листогибочное производство и удовлетворять производственные потребности различных типов моделей.
Типы
Гидравлический листогибочный пресс: для перемещения прижимного штока вниз используется система с гидравлическим приводом, которая может быть сложной в обслуживании.
Механический листогибочный станок: в нем используется механическая передача, приводящая в движение прижимной шток. Он прост и дешев, но его привод нестабилен и обладает огромной мощностью.
Электрический листогибочный прессОн использует двигатель переменного тока для привода, является быстрым, и легко контролировать, что становится будущим развитием восточной
Компоненты листогибочного пресса
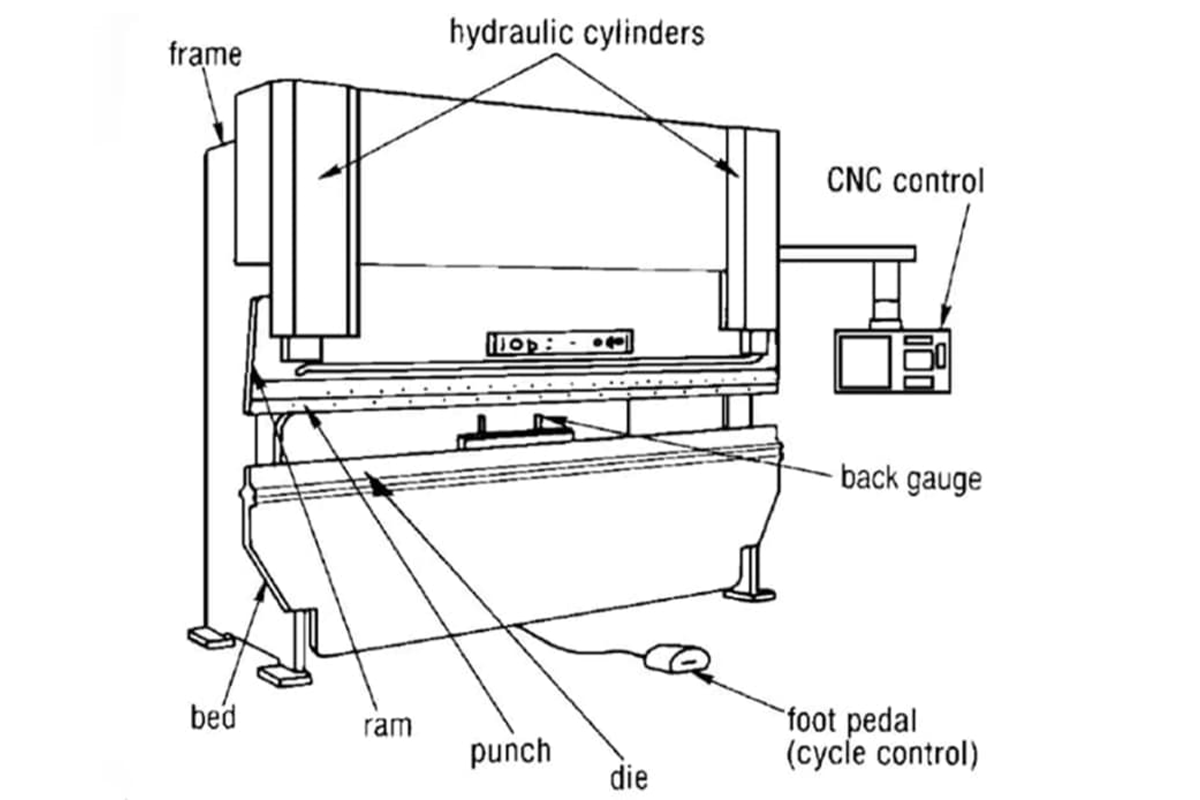
Кровать
Это фиксированная плоская поверхность, используемая в листогибочном прессе для укладки заготовки. Она поддерживает и обеспечивает правильность и выравнивание процесса гибки.
Ram
Рама находится в верхней части листогибочного пресса и может перемещаться вниз для оказания давления. изгибающее усилие на заготовке. Он соединен с пуансоном и непосредственно касается металла и помогает его формировать.
Die
Штамп - это оснастка и деталь определенной формы, используемая в листогибочном прессе и предназначенная для придания формы и формования материала. Обычно он устанавливается на нижней балке.
Перфоратор
Пуансон - это также инструмент и деталь определенной формы, используемая в процессе гибки для придания материалам нужной формы. Обычно он устанавливается на верхней балке.
Обратный датчик
Задний калибр - это механизм и контроллер ЧПУ, установленный на задней части гибка на листогибочном прессе область. Он состоит из пальцев и упоров и предназначен для точного позиционирования сгибаемого материала, что позволяет обеспечить последовательное и точное операция гибки.
Происхождение заднего калибра
Точка начала отсчета - это контрольная точка, измеренная на системе заднего калибра. Она обеспечивает исходное положение заднего калибра во время гибки.
Система ЧПУ
CNC - это аббревиатура компьютерного числового управления. Это система управления, использующая компьютерные программы для автоматического управления движением станка, включающего задний калибр, ползун и другие оси.
Верхняя балка
Верхняя балка - это подвижная балка или пуансон листогибочного пресса, который может оказывать давление на материал для выполнения гибки. Она фиксирует пуансон и оказывает давление посредством вертикального перемещения.
Нижняя балка
Нижняя балка играет важную роль в креплении листогибочного пресса, она может служить опорой для штампа или нижнего инструмента. Когда верхняя балка или пуансон перемещаются вертикально для выполнения гибочных операций, она сохраняет устойчивость.
Ось X
Ось X относится к горизонтальной оси, которая может управлять перемещением заднего калибра по длине листогибочного пресса. Оператор управляет движением заднего калибра взад-вперед, обеспечивая тем самым длину фланца.
Ось Y
Ось y - это вертикальная ось, с помощью которой можно управлять движением пуансона или верхней балки листогибочного пресса. Вертикальное движение ползуна называется осью Y. Если листогибочный пресс оснащен двумя независимыми цилиндрами, то листогибочный станок с ЧПУ может напрямую управлять каждой стороной цилиндра. Левая сторона цилиндра - это Y1, а правая сторона цилиндра - это Y2.
Ось Z
Ось z относится к горизонтальной оси, которая перемещается или останавливается вдоль левой и правой точек. Ось Z используется для измерения расположения и перемещения заднего калибра.
Ось R
Ось R используется для управления вертикальным перемещением или остановкой пальца заднего калибра. С ее помощью можно сгибать сложные формы или выполнять несколько изгибов. Вертикальное перемещение заднего калибра - это ось R, которой можно управлять на некоторых листогибочных станках с ЧПУ. R1 и R2 означают движение вверх и вниз левого и правого задних калибров.
Опорные кронштейны для листов
Эти кронштейны для поддержки листа представляют собой удлиненные детали, установленные на передней части станка, которые используются для поддержки заготовки во время гибки. Иногда они могут измерять заготовку.
III. Продвинутая терминология и техника
Припуск на изгиб
Припуск на изгиб относится к деформации или удлинению материала, необходимому для формирования определенного угла изгиба. Он рассчитывается в зависимости от толщины материала, характеристик материала при изгибе и т.д.
Вычет за изгиб
Вычет за изгиб обозначает разницу между суммой размеров раскладки и общей длиной изогнутой детали. Она показывает длину израсходованного материала во время процесс сгибания.
Нижняя мертвая точка
Нижняя мертвая точка - это самая низкая точка, в которой оказался пуансон или верхняя балка во время хода вниз.
Тормозная способность
Тормозная способность - это наибольшее усилие или тоннаж, возникающие при изгибе конкретного материала в пределах рабочего диапазона машины.
Сцепление
Муфта - это механическое устройство, используемое в листогибочном прессе. Она может использоваться для подключения или прерывания передачи энергии от двигателя к пуансону. Она управляет движением и остановкой плунжера во время процесса гибки.
Загиб дна
Загиб дна Это метод, при котором верхняя балка оказывает давление, чтобы согнуть материал в форму штампа. По сравнению с воздушный изгибПри нижнем изгибе пуансон и матрица располагаются ближе друг к другу. Таким образом, большее количество инструментов будет находиться в контакте с металлом, а гибка может лучше соответствовать форме пуансона и матрицы. Для гибки снизу требуется больше тоннажа, чем для воздушной гибки.
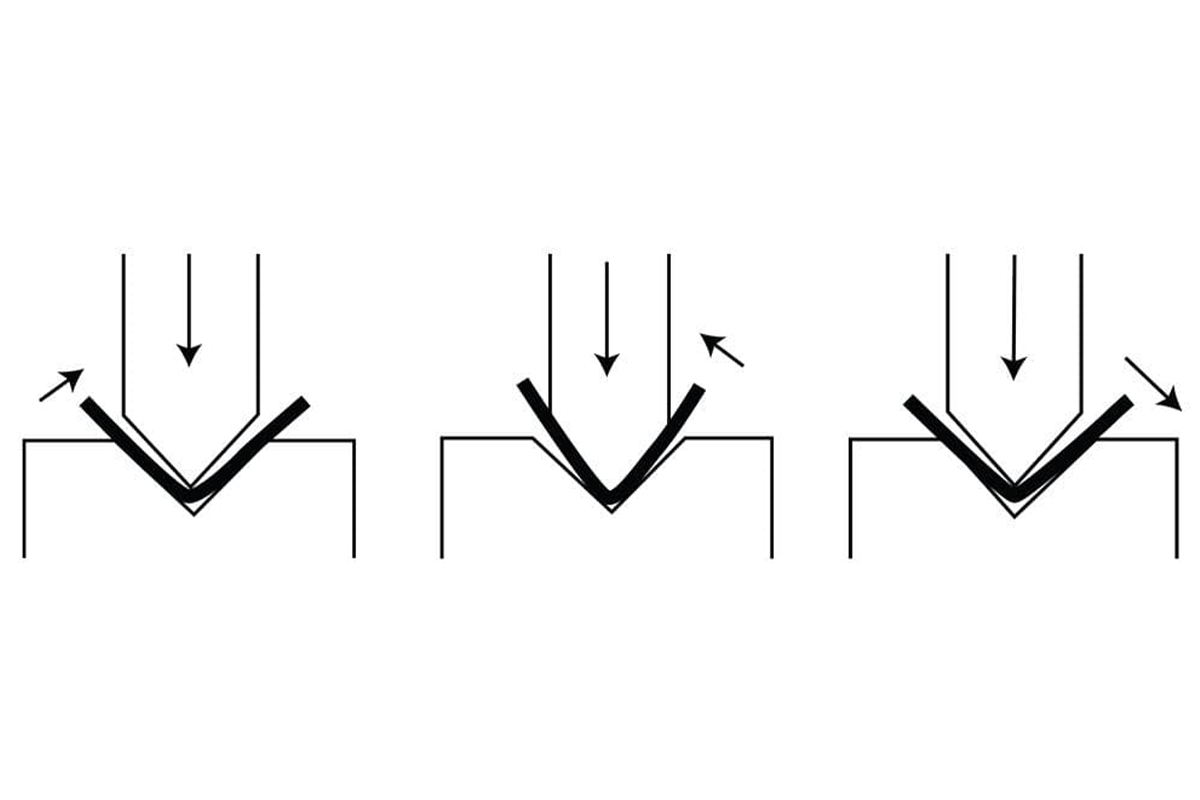
Воздушный изгиб
Воздушная гибка - это техника гибки, при которой для сгибания материала используются только 3 контактные линии. Материал не доходит до дна, поэтому угол изгиба получается более гибким и широким.
По сравнению с другими методами гибки, воздушная гибка меньше соприкасается с металлом. Угол изгиба определяется глубиной погружения пуансона в матрицу, а не фактической формой заготовки.
Монета
Чеканка - это точная технология гибки. Она вдавливает материал в штамп для достижения высокой точности и правильного угла изгиба. Чеканка берет свое начало от процесса производства металла для изготовления монет, в котором используется чрезвычайно высокая нагрузка для сжатия металла, и металл становится таким же, как угол штампа.
Весна назад
Пружинистость - это тенденция, при которой материал возвращается к своей первоначальной форме после сгибания. Когда материал сгибают и отпускают, он немного пружинит, в результате чего сгибаемая часть слегка выпрямляется или деформируется.
Дневной свет
Дневной свет - это расстояние между верхней и нижней балкой листогибочного пресса, когда он полностью раскрывается без материала и инструментов. Он определяет максимальную высоту материала, которую могут выдержать машины и инструменты. Это самый большой размер материала, который может быть помещен в листогибочный пресс. Нормальный световой день колеблется в пределах 12-24 дюймов.
Компенсация отклонения
Регулировка листогибочного пресса венчание Система компенсирует прогиб, обеспечивая точные результаты изгиба.
Прогиб
Компоненты листогибочного пресса (например, верхняя и нижняя балки) будут изгибаться и отклоняться под действием сил, возникающих в процессе гибки. Прогиб влияет на точность и повторяемость операции гибки.
Эластичность
Эластичность - это свойство, благодаря которому под воздействием внешней силы материал возвращается к своей первоначальной форме. Листогибочный пресс использует упругость материала для достижения требуемого угла изгиба.
Удлинение
Удлинение означает степень деформации и растяжения материала в процессе гибки. Оно выражается в процентах и определяется характеристиками материала и параметрами гибки.
Фланец
Фланец - это плоская или вытянутая часть, которая остается неизогнутой во время гибки. Он обеспечивает устойчивость и может рассматриваться как соединительная точка детали или конструкции.
Регулировка Гибба
Регулировка Gibb - это процесс регулировки направляющего устройства. Направляющее устройство - это механический компонент, который управляет движением пуансона и рамы листогибочного пресса с зазором и стабильностью.
Внутренний радиус изгиба
Внутренний радиус изгиба - это радиус кривизны внутренней поверхности изгибаемого материала. Он измеряется от центральной линии до самой внутренней точки изгиба.
Внутренний отступ
Внутренний отступ - это расстояние между краем материала и линией сгиба внутренней стороны гиба. Это позволяет обеспечить правильное расположение материала и добиться точной гибки.
Фактор K
Коэффициент k - это модуль, используемый в Расчет гибки на листогибочном прессе, который используется для обеспечения нейтрального положения оси и припуск на изгиб. При этом учитываются такие характеристики материала, как толщина, скорость растяжения и интенсивность растяжения.
Механический упор
Механический упор - это физический упор или ограничитель в системе калибровки задней части листогибочного пресса, который используется для контроля положения материала и обеспечения точной и последовательной гибки.
Минимальный внутренний радиус
Минимальный внутренний радиус - это минимальный радиус, который может быть достигнут в процессе гибки. Это не приведет к приемлемому повреждению или деформации материала.
Нейтральная ось
Нейтральная ось - это центральная ось или линия, которая остается постоянной при изгибе. При растяжении и сжатии она почти не деформируется.
Внешний отступ
Внешний отступ - это расстояние между краем материала и линией сгиба за пределами сгиба. Он обеспечивает правильное положение материала для достижения точной гибки.
Точка защемления
Точка защемления - это область между верхней и нижней балками, где материал будет сдавливаться во время сгибания. Держать пальцы и кисти рук подальше от мест защемления очень важно.
Длина хода
Длина хода - это расстояние перемещения пуансона или верхней балки листогибочного пресса в вертикальном направлении. Она определяет максимальную глубину гибки, которая может быть достигнута.
Палец вверх
Пальцы или упоры заднего калибра могут откидываться вверх и задвигаться, что позволяет использовать более крупные или широкие детали, изгибающиеся за пределами обычного диапазона заднего калибра.
Тандем
Тандем - это устройство, представляющее собой два листогибочных пресса, которые можно использовать вместе для гибки длинного или широкого листа. Это позволяет повысить производительность и гибкость.
Прочность на разрыв
Прочность на разрыв означает наибольшее усилие растяжения, с которым материал может быть согнут до разрыва или разрушения. Это фактор, который необходимо учитывать при выборе материала для гибки.
Горло
Горловина - это максимальное расстояние по глубине от центральной линии нижней балки до рамы. Оно определяет наибольшую глубину материала, который может быть согнут по всей ширине.
Верхняя мертвая точка
Верхняя мертвая точка - это наивысшая точка, которую достигает пуансон или верхняя балка листогибочного пресса во время верхнего хода.
IV. Заключение
В нашем отрывке рассказывается об основных принципах работы листогибочного пресса и соответствующей терминологии, что может помочь вам в освоении отраслевых знаний.
Если вы хотите узнать больше о знаниях о листогибочном прессе, добро пожаловать на сайт просмотрите наш официальный сайт для машинного обучения или покупки!



