I. Introduction
La maîtrise de la terminologie professionnelle est d'une importance vitale dans l'industrie de la tôle. Ce n'est qu'en comprenant le concept de chaque vocabulaire technique que nous pouvons communiquer et mieux accomplir la tâche.
La presse plieuse est un dispositif couramment utilisé dans la fabrication de tôles. Elle permet de plier la tôle dans la forme souhaitée en appuyant sur la matrice. La machine elle-même a de nombreux noms spécifiques à connaître.
Notre passage vise à présenter la terminologie courante des presses plieuses et sa définition, ce qui peut vous aider à établir le cadre cognitif d'un concept terminologique correct et à améliorer vos compétences professionnelles.
Par ailleurs, la maîtrise de la terminologie de la presse plieuse ne se limite pas au nom des pièces de la machine, mais comprend également le concept de maîtrise. indemnité de pliage, Déduction pour flexion, le calcul du tonnage, etc., qui est indispensable pour les arts de la tôlerie.
Une bonne compréhension de la terminologie permet d'améliorer la précision des tâches de formage des métaux et la communication dans l'espace de travail.
II. Concepts de base de la presse plieuse
Concept
Frein de presse est composé du banc, du coulisseau, de la matrice, du poinçon, etc., qui est conçu pour plier la tôle. Sa fonction est généralement déterminée par une communication précise et une compréhension claire de la fonction et des composants.
Il est largement utilisé dans les automobiles, les machines-outils et les produits électromécaniques. Il peut réaliser efficacement la fabrication de tôles pliées et répondre aux besoins de production de différents types de modèles.
Les types
Presse plieuse hydraulique : elle utilise le système hydraulique pour faire descendre la tige de pression, ce qui peut être difficile à entretenir.
Presse plieuse mécanique : elle utilise un dispositif de transmission mécanique pour entraîner la tige de pression. Il est simple et peu coûteux, mais sa conduite est irrégulière et sa puissance est immense.
Presse plieuse électriqueIl utilise un moteur à courant alternatif pour l'entraînement, est rapide et facile à contrôler, ce qui représente le développement futur de l'Orient.
Comprendre les composants de la presse plieuse
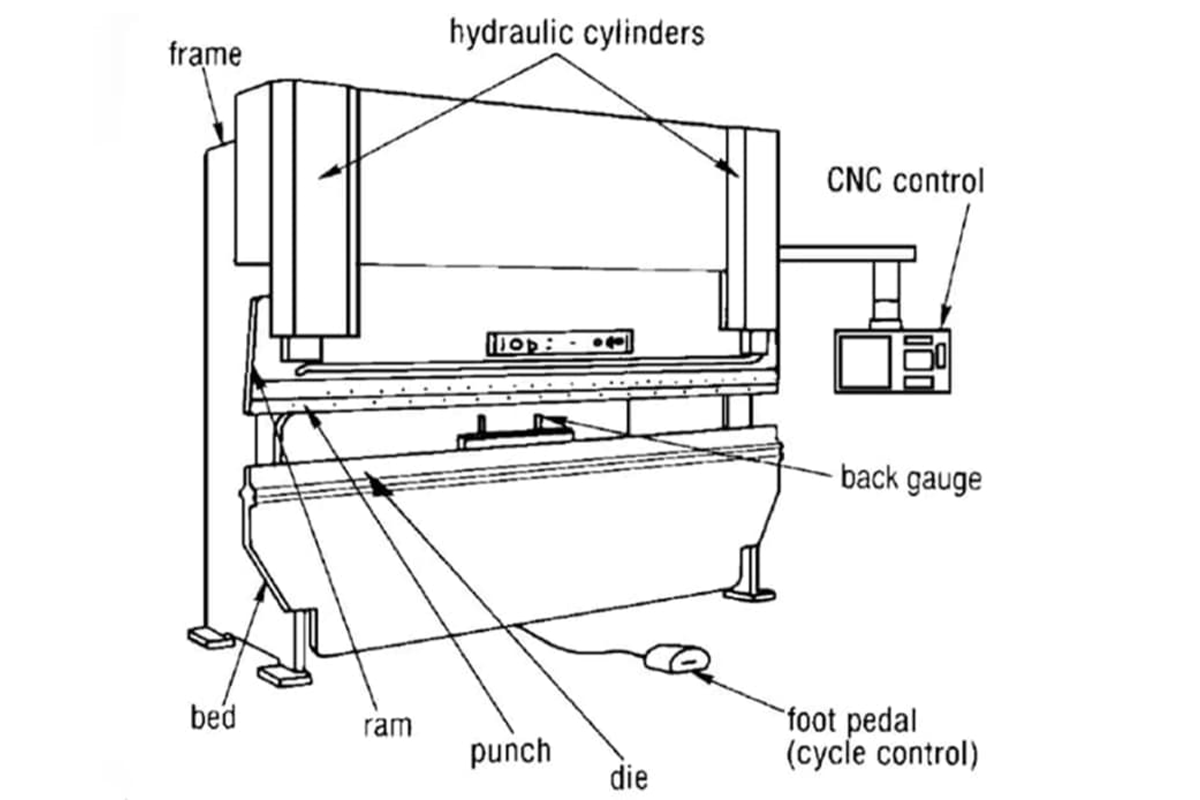
Lit
Il s'agit d'une surface fixe et plane utilisée par la presse plieuse pour poser la pièce à usiner. Il soutient et garantit que le processus de pliage est correct et aligné.
Ram
Le vérin se trouve sur la partie supérieure de la presse plieuse, qui peut être déplacée vers le bas pour exercer une pression sur l'arbre. force de flexion sur la pièce. Il est relié au poinçon et touche directement le métal pour l'aider à se former.
Mourir
La matrice est un outillage et une pièce de forme spécifique utilisée dans la presse plieuse et conçue pour façonner et former le matériau. Elle est généralement installée sur la poutre inférieure.
Guignol
Le poinçon est également l'outil et la pièce de forme spécifique utilisés dans le processus de pliage pour la mise en forme des matériaux. Il est généralement installé sur la poutre supérieure.
Jauge arrière
La jauge arrière est le mécanisme et le contrôleur CNC installés à l'arrière de l'appareil. pliage par presse plieuse zone. Il est composé de doigts et de butées et est conçu pour positionner le matériel de pliage avec précision, ce qui permet d'obtenir un résultat cohérent et précis. opération de pliage.
Origine de la jauge arrière
L'origine de la butée arrière est le point de référence mesuré sur le système de butée arrière. Il assure la position de départ de la butée arrière pendant l'opération de pliage.
Système CNC
CNC est l'abréviation de computer numerical control (commande numérique par ordinateur). Il s'agit d'un système de commande utilisant des programmes informatiques pour contrôler automatiquement le mouvement de la machine, qui comprend la butée arrière, le coulisseau et d'autres axes.
Poutre supérieure
La poutre supérieure est une poutre mobile ou un poinçon de la presse plieuse, qui peut exercer une pression sur le matériau pour le plier. Elle fixe le poinçon et exerce la pression par un mouvement vertical.
Poutre inférieure
La poutre inférieure joue un rôle essentiel dans la fixation de la presse plieuse, car elle peut servir de support à la matrice ou aux outils inférieurs. Lorsque la poutre supérieure ou le poinçon se déplace verticalement pour effectuer des opérations de pliage, elle reste stable.
Axe X
L'axe X est un axe horizontal qui permet de contrôler le déplacement de la jauge arrière sur la longueur de la presse plieuse. L'opérateur contrôle le mouvement de va-et-vient de la jauge arrière, assurant ainsi la longueur de la bride.
Axe Y
L'axe Y est un axe vertical qui permet de contrôler le mouvement du poinçon de la presse plieuse ou de la poutre supérieure. Le mouvement vertical du coulisseau est appelé axe Y. Si la presse plieuse est équipée de deux cylindres indépendants, la presse plieuse à commande numérique peut contrôler directement chaque côté du cylindre. Le côté gauche du vérin est Y1, et le côté droit du vérin est Y2.
Axe Z
L'axe Z fait référence à l'axe horizontal qui se déplace ou s'arrête le long des emplacements gauche et droit. L'axe Z est utilisé pour mesurer l'emplacement et le mouvement de la jauge arrière.
Axe R
L'axe R est utilisé pour contrôler le mouvement vertical ou l'arrêt du doigt de la jauge arrière. Il permet de plier des formes complexes ou de réaliser des pliages multiples. Le mouvement vertical de la butée arrière est l'axe R, qui peut être contrôlé sur certaines presses plieuses à commande numérique. R1 et R2 font référence au mouvement vers le haut et vers le bas des butées arrière gauche et droite.
Bras de support de feuilles
Ces bras de support de tôle sont des pièces allongées installées à l'avant de la machine, qui servent à soutenir la pièce pendant le pliage. Parfois, ils peuvent mesurer la pièce.
III. Terminologie et techniques avancées
Allocation de pliage
Allocation de pliage se réfère à la déformation ou à l'allongement du matériau requis pour former un angle de pliage spécifique. Elle est calculée en fonction de l'épaisseur du matériau, des caractéristiques du matériau du radium de flexion, etc.
Déduction de la courbure
Déduction de la courbure se réfère à la différence entre la somme des dimensions du tracé et la longueur totale de la pièce courbe. Elle indique la longueur du matériau consommé au cours de l'opération. processus de pliage.
Point mort bas
Le point mort bas correspond au point le plus bas atteint par le poinçon ou la poutre supérieure lors de la course descendante.
Capacité de freinage
La capacité de freinage correspond à la plus grande force ou au plus grand tonnage exercé par la flexion d'un matériau spécifique dans les limites de fonctionnement de la machine.
Embrayage
Un embrayage est un dispositif mécanique utilisé dans la presse plieuse. Il peut être utilisé pour connecter ou interrompre la transmission de puissance du moteur au poinçon. Il contrôle le mouvement et l'arrêt du coulisseau pendant le processus de pliage.
Pliage par le bas
Pliage par le bas est une technique dans laquelle la poutre supérieure exerce une pression pour plier le matériau dans la forme complète de la matrice. Par rapport à la cintrage de l'airLe cintrage par le bas permet de rapprocher le poinçon et la matrice. Ainsi, plus d'outils seront en contact avec les métaux, et le cintrage peut mieux correspondre à la forme du poinçon et de la matrice. Le cintrage par le bas nécessite plus de tonnage que le cintrage par l'air.
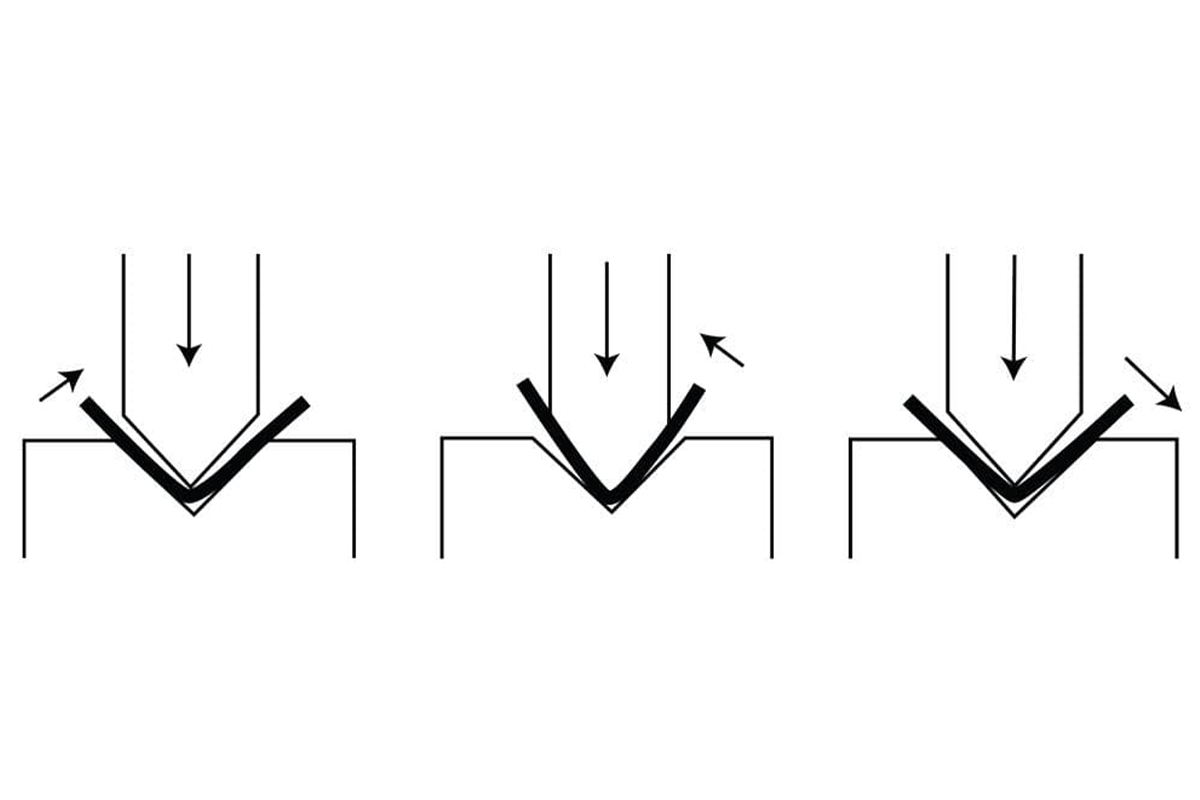
Cintrage de l'air
Le cintrage pneumatique est une technique de cintrage qui n'utilise que 3 lignes de contact pour plier le matériau. Le matériau n'arrive pas au fond, ce qui permet d'obtenir un angle de pliage plus souple et plus étendu.
Par rapport à d'autres méthodes de cintrage, le cintrage pneumatique est moins en contact avec le métal. L'angle de pliage est déterminé par la profondeur à laquelle le poinçon descend dans la matrice et non par la forme réelle de la pièce à usiner.
Monnaie
Le monnayage est une technologie de pliage de précision. Elle consiste à presser le matériau dans la matrice afin d'obtenir une grande précision et un angle de pliage correct. Le monnayage est issu du processus de fabrication des pièces de monnaie, qui utilise un tonnage extrêmement élevé pour comprimer le métal et le rendre identique à l'angle de la matrice.
Retour de printemps
Le retour élastique est une tendance selon laquelle un matériau reprend sa forme initiale après avoir été plié. Lorsque le matériau est plié et relâché, il présente un certain retour élastique, ce qui a pour effet de redresser ou de déformer légèrement la partie pliée.
Lumière du jour
Le jour correspond à la distance entre la poutre supérieure et la poutre inférieure de la presse plieuse lorsqu'elle est complètement ouverte sans matériel ni outils. Elle détermine la hauteur maximale de matériau que les machines et les outils peuvent accueillir. Il s'agit de la plus grande taille de matériau qui peut être placée dans la presse plieuse. La lumière du jour normale se situe entre 12 et 24 pouces.
Compensation de la déviation
Réglage de la presse plieuse couronnement pour compenser la déflexion, ce qui garantit des résultats de flexion précis.
Déviation
Les composants de la presse plieuse (tels que la poutre supérieure et la poutre inférieure) seront pliés et déformés en raison des forces exercées au cours du processus de pliage. La déviation affecte la précision et la répétabilité de l'opération de pliage.
Élasticité
L'élasticité est une caractéristique qui permet au matériau de retrouver sa forme initiale sous l'influence d'une force extérieure. La presse plieuse utilise l'élasticité du matériau pour obtenir l'angle de pliage requis.
Élongation
L'allongement fait référence à l'ampleur de la déformation et de l'étirement du matériau au cours du processus de pliage. Il est indiqué en pourcentage et déterminé par les caractéristiques du matériau et les paramètres de pliage.
Bride
La bride désigne la partie plate ou étendue que le matériau ne plie pas pendant l'opération de pliage. Elle offre une stabilité et peut être considérée comme un point de connexion du composant ou de la structure.
Ajustement de Gibb
Le réglage de Gibb est un processus de réglage du dispositif de guidage. Le dispositif de guidage est un composant mécanique qui contrôle l'écart et la stabilité du poinçon et du cadre de la presse plieuse.
Rayon de courbure intérieur
Le rayon de courbure intérieur fait référence au rayon de courbure de la surface intérieure du matériau de courbure. Il est mesuré entre la ligne centrale et le point le plus intérieur du pli.
Recul intérieur
Le recul intérieur correspond à la distance entre le bord du matériau et la ligne de cintrage du côté intérieur du cintrage. Il permet d'assurer le positionnement correct du matériau et d'obtenir un cintrage précis.
Facteur K
Le facteur k est le module utilisé en calcul du cintrage de la presse plieusequi est utilisé pour assurer la position neutre de l'axe et indemnité de pliage. Il prend en compte les caractéristiques du matériau comme l'épaisseur, la vitesse d'étirement et la densité d'étirement.
Arrêt mécanique
Une butée mécanique est une butée physique ou un limiteur sur le système de butée arrière de la presse plieuse, qui est utilisé pour contrôler la position du matériau et assurer un pliage précis et cohérent.
Rayon intérieur minimum
Le rayon intérieur minimum est le rayon minimum qui peut être atteint pendant le processus de pliage. Il n'en résultera pas de dommages ou de déformations acceptables du matériau.
Axe neutre
L'axe neutre est l'axe central ou la ligne qui reste constante pendant la flexion. Lorsqu'il est étiré et comprimé, il ne se déforme pratiquement pas.
Marge de recul extérieure
Le recul extérieur correspond à la distance entre le bord du matériau et la ligne de pliage à l'extérieur du pli. Il permet de positionner correctement le matériau afin d'obtenir un pliage précis.
Point de pincement
Le point de pincement est la zone située entre les poutres supérieure et inférieure, où le matériau est comprimé pendant le pliage. Il est essentiel de maintenir les doigts et la main à l'écart des points de pincement.
Longueur de la course
La longueur de la course fait référence à la distance de déplacement du poinçon de la presse plieuse ou de la poutre supérieure dans le mouvement vertical. Elle détermine la profondeur de pliage maximale qui peut être atteinte.
Doigt pivotant vers le haut
Les doigts ou les butées de la butée arrière peuvent être pivotés vers le haut et rétractés, ce qui permet d'utiliser des composants plus grands ou plus larges qui se plient au-delà de la plage normale de la butée arrière.
Tandem
Un tandem est un dispositif dans lequel deux presses plieuses peuvent être utilisées ensemble pour réaliser le pliage d'une feuille longue ou large. Il permet d'améliorer la capacité et la flexibilité.
Résistance à la traction
La résistance à la traction correspond à la plus grande force d'étirement que le matériau peut subir avant d'être cassé ou invalidé. C'est le facteur à prendre en compte lors du choix du matériau de cintrage.
Gorge
La gorge fait référence à la distance de profondeur maximale entre la ligne centrale de la poutre inférieure et le cadre. Elle détermine la plus grande profondeur du matériau qui peut être plié sur toute sa largeur.
Point mort haut
Le point mort haut est le point le plus élevé atteint par le poinçon ou la poutre supérieure de la presse plieuse pendant la course supérieure.
IV. Conclusion
Notre passage traite principalement du concept de base de la presse plieuse et de la terminologie pertinente, ce qui peut vous aider à maîtriser les connaissances de l'industrie.
Si vous souhaitez en savoir plus sur les connaissances en matière de presse plieuse, nous vous invitons à consulter le site suivant consulter notre site officiel pour l'apprentissage automatique ou les achats !



