I.はじめに
板金業界において、専門用語をマスターすることは極めて重要である。各専門用語の概念を理解してこそ、より良いコミュニケーションを図り、仕事を成し遂げることができるのです。
プレスブレーキは板金加工でよく使われる装置です。プレスブレーキは、金型を押し下げることによって、金属板を必要な形状に曲げることができます。この機械自体には多くの固有名詞があります。
この文章は、一般的なプレスブレーキ用語とその定義を紹介することで、正しい用語概念の認識枠組みを確立し、作業スキルを向上させることを目的としています。
また、プレスブレーキの専門用語をマスターすることは、機械部品の名称だけでなく、次のような概念も含まれます。 曲げ代, 曲げ控除板金製造技術に不可欠なトン数計算など。
専門用語を包括的に理解することで、金属成形作業の精度を高め、作業空間での効果的なコミュニケーションを図ることが容易になる。
II.プレスブレーキの基本概念
コンセプト
プレスブレーキ は、ベッド、ラム、ダイ、パンチなどで構成され、金属板を曲げるために設計されています。その機能は通常、正確なコミュニケーションと機能と構成部品の明確な理解によって決定されます。
自動車、工作機械、電気機械製品に広く使用され、効果的にシート曲げ加工を達成し、さまざまなタイプのモデルの生産ニーズを満たすことができます。
種類
油圧プレスブレーキ:油圧駆動システムを利用してプレッシャーロッドを押し下げる。
機械式プレスブレーキ:プレッシャーロッドを駆動するために機械的な変速機の設定を利用する。シンプルで安価だが、駆動が安定せず、絶大なパワーを持つ。
電動プレスブレーキ駆動にACモーターを利用し、高速で、制御が簡単で、東洋の未来の発展になる。
プレスブレーキの構成部品を理解する
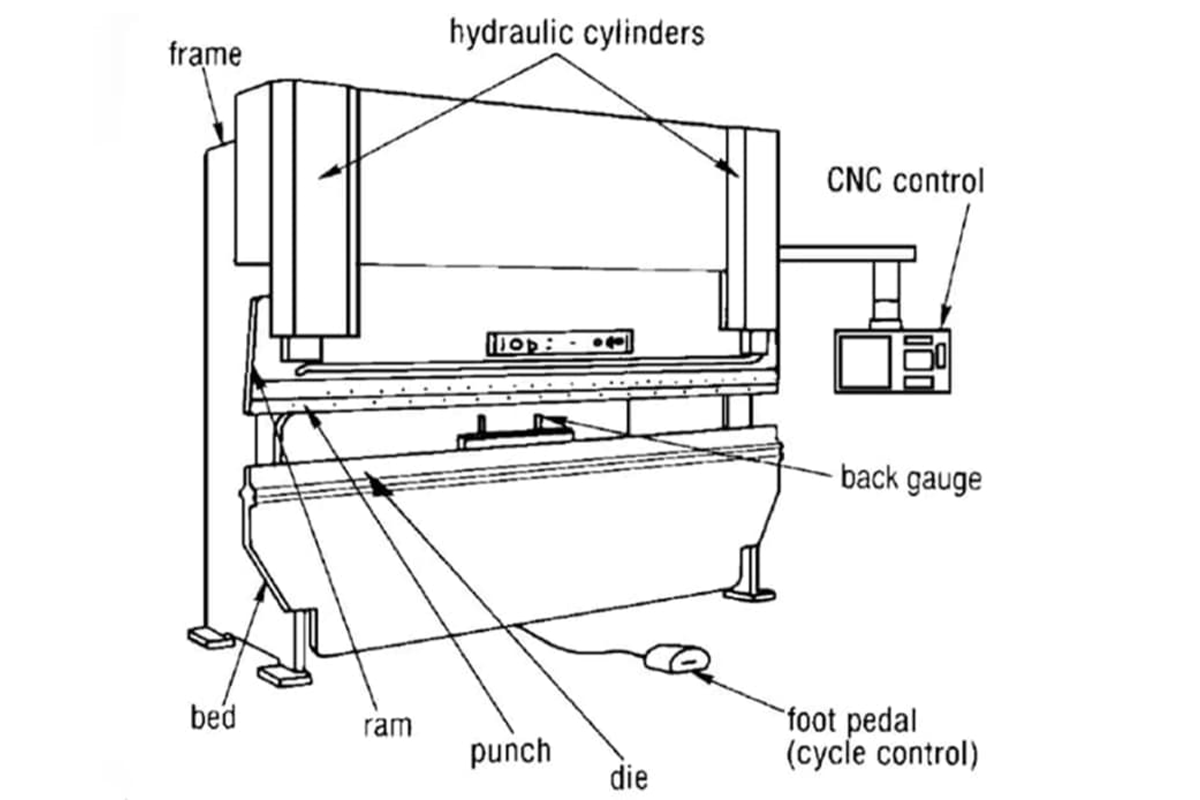
ベッド
プレスブレーキがワークを寝かせるための、固定された平らな面です。曲げ加工が正しく行われるようにサポートし、整列させます。
ラム
ラムはプレスブレーキの上部にあり、下方に移動して力を加えることができます。 曲げ力 被加工物にパンチとつながっており、直接金属に触れて成形を助ける。
死ぬ
金型は、プレスブレーキで使用される特定の形状を持つ金型と部品で、材料を成形し、形成するために設計されています。通常、ボトムビームに取り付けられます。
パンチ
パンチはまた、材料を成形するための曲げ工程で使用される工具であり、特定の形状を持つ部品でもある。通常、上部ビームに取り付けられる。
バックゲージ
バックゲージは、背面に設置された機構とCNCコントローラーである。 プレスブレーキ曲げ エリア。フィンガーとストッパーで構成され、曲げ材を正確に位置決めするように設計されているため、一貫した正確な曲げ加工が可能です。 曲げ作業.
バックゲージの原点
バックゲージの原点は、バックゲージシステムで測定される基準点です。曲げ作業中のバックゲージの開始位置を確実にします。
CNCシステム
CNCとはコンピュータ数値制御の略。バックゲージ、ラム、その他の軸を含む機械の動きを自動的に制御するために、コンピュータプログラムを利用した制御システムを指す。
アッパービーム
アッパービームは、プレスブレーキの可動ビームまたはパンチで、材料に圧力をかけて曲げ加工を行うことができます。パンチを固定し、上下動によって圧力をかけます。
ロアビーム
ロアビームはプレスブレーキの固定に重要な役割を果たし、ダイやボトムツールを支えることができる。アッパービームやパンチが垂直方向に移動して曲げ加工を行う際、安定した状態を保つことができます。
X軸
X軸は、プレスブレーキの長さに沿って移動するバックゲージを制御できる水平軸を指します。オペレーターがバックゲージの前後移動を制御することで、フランジ長を確保します。
Y軸
Y軸は、プレスブレーキのパンチやアッパービームの動きを制御できる垂直軸です。ラムの垂直方向の動きをY軸と呼びます。プレスブレーキが2つの独立したシリンダーを備えている場合、CNCプレスブレーキはシリンダーの各側を直接制御することができます。ラムの左側がY1、ラムの右側がY2です。
Z軸
Z軸は、左右の位置に沿って移動または停止する水平軸を指す。Z軸はバックゲージの位置と動きを測定するために使用される。
R軸
R軸は、バックゲージ・フィンガーの垂直方向の移動または停止を制御するために使用されます。複雑な形状を曲げたり、複数の曲げを実現することができます。バックゲージの上下動はR軸で、一部のCNCプレスブレーキで制御できます。R1とR2は、左右のバックゲージの上下の動きを意味します。
シート・サポート・アーム
このシート・サポート・アームは、機械の前面に取り付けられた延長部品で、曲げ加工中にワークを支えるために使用される。ワークを測定することもある。
III.高度な用語とテクニック
曲げ代
曲げ代 特定の曲げ角度を形成するために必要な材料の変形または伸びを指す。材料の厚さ、曲げ半径の材料特性などによって計算される。
ベンド控除
ベンド控除 レイアウト寸法の合計と曲げ部分の全長との差を指す。曲げ加工中に消費された材料の長さを示す。 曲げ加工。
下死点
下死点とは、パンチまたはアッパービームが下降ストローク中に到達した最下点を指す。
制動能力
制動能力とは、機械の運転制限内で特定の材料を曲げることによって発揮される最大の力またはトン数のことである。
クラッチ
クラッチはプレスブレーキに使用される機械装置です。モーターからパンチへの動力伝達を接続または遮断するために使用されます。曲げ加工中のラムの移動と停止を制御します。
底曲げ
底曲げ は、上部ビームが圧力をかけて材料を金型の完全な形状に曲げる技術である。以下の手法と比較すると 空気曲げ底部曲げはパンチとダイをより近づける。そのため、より多くの工具が金属と接触し、曲げ加工はパンチとダイの形状によりよく一致させることができます。ボトムベンディングは、エアベンディングよりも多くのトン数を必要とする。
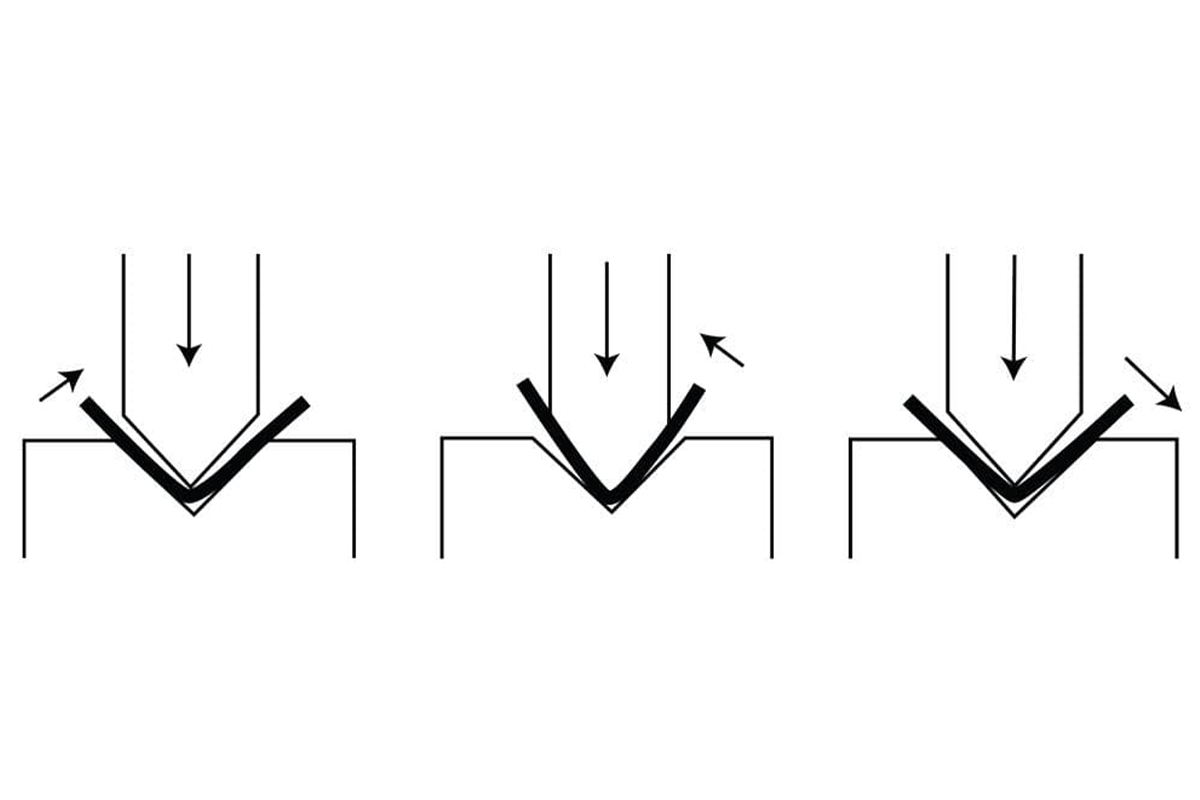
エア曲げ
エア曲げは、3本の接触線だけで材料を曲げる曲げ技術です。材料が底に着くことがないため、より柔軟で広い曲げ角度が得られます。
他の曲げ方法と比べ、エアー曲げは金属との接触が少ない。曲げ角度は、ワークの実際の形状ではなく、パンチがダイの中に入る深さによって決まります。
コイニング
コイニングは精密な曲げ技術です。素材を金型に押し込むことで、高精度で正しい曲げ角度を実現する。コイニングは、硬貨を作る金属製造工程に由来し、非常に高いトン数で金属を圧縮し、金型の角度と同じにする。
スプリングバック
スプリングバックとは、材料が曲げられた後に元の形状に戻る傾向のことです。材料が曲げられて解放されると、多少のスプリングバックが見られ、その結果、曲げられた部分はわずかにまっすぐになったり変形したりします。
デイライト
デイライトとは、プレスブレーキが材料や工具なしで完全に開いたときの、上部ビームと下部ビームの間の距離のことです。機械や工具が対応できる材料の最大高さを決定します。つまり、プレスブレーキに入れることができる最大の材料サイズです。通常の昼間は12~24インチです。
偏向補正
プレスブレーキの調整 戴冠 たわみを補正するシステムにより、正確な曲げ結果が得られます。
偏向
プレスブレーキ部品(アッパービームやボトムビームなど)は、曲げ加工中に力が加わるため、曲げられたりたわんだりします。たわみは、曲げ加工の精度と再現性に影響します。
弾力性
弾性とは、外力によって材料が元の形状から戻ろうとする性質のことです。プレスブレーキは、材料の弾性を利用して必要な曲げ角度を実現します。
伸び
伸びとは、曲げ加工中の材料の変形や伸びの量を指す。パーセントで示され、材料の特性や曲げパラメータによって決定される。
フランジ
フランジとは、曲げ加工中に材料が曲げられずに残る平らな部分または延びた部分を指す。安定性があり、部品や構造物の接続点とみなすことができる。
ギブ調整
ギブ調整は、ガイド装置を調整するプロセスです。ガイド装置は、プレスブレーキのパンチとフレームの隙間と安定した動きを制御する機械部品です。
曲げ半径
内側曲げ半径とは、曲げ材料の内側表面の曲率半径のこと。中心線から曲げの最内周点までの距離で測定される。
インサイド・セットバック
インサイド・セットバックとは、曲げ内側の材料端と曲げ線の間の距離を指す。材料の正しい位置決めを確保し、正確な曲げを実現することができる。
K因子
kファクターは プレスブレーキ曲げ計算これは、軸の中立位置を確保するために使用される。 曲げ代.厚さ、延伸速度、延伸強度などの材料特性を考慮します。
メカニカルストップ
メカニカルストップは、プレスブレーキのバックゲージシステムにある物理的なストップまたはリミッターで、材料の位置を制御し、正確で一貫性のある曲げを保証するために使用されます。
最小内半径
最小内半径は、曲げ加工工程で達成できる最小半径である。これにより、許容できる材料の損傷や変形が生じることはありません。
中立軸
中立軸は、曲げの際に一定に保たれる中心軸または線である。伸縮してもほとんど変形しない。
アウトサイドセットバック
アウトサイドセットバックとは、曲げ部の外側で、材料の端と曲げ線との間の距離を指します。正確な曲げ加工を行うために、材料の正しい位置を確保します。
ピンチ・ポイント
ピンチ・ポイントとは、上下の梁の間にある部分のことで、曲げ加工中に材料が圧迫される場所である。指や手をピンチ・ポイントから離すことが極めて重要である。
ストローク
ストロークとは、プレスブレーキパンチまたはアッパービームの上下移動距離のことです。これにより、達成可能な最大曲げ深さが決まります。
指を振り上げる
バックゲージのフィンガーやストッパーは、上方にスイングしたり、引っ込めたりすることができ、通常のバックゲージの範囲を超えて曲がるより大きな部品や幅の広い部品を使用することができます。
タンデム
タンデムとは、長尺または幅広のシートに曲げ加工を施すために、2台のプレスブレーキを併用できる装置のこと。能力と柔軟性を向上させることができる。
引張強さ
引張強さとは、材料が破損または無効になる前に曲げることができる最大の伸張力のことである。これは曲げ材料を選ぶ際に考慮すべき要素である。
喉
スロートとは、ボトム・ビームの中心線からフレームまでの最大深さ距離のこと。幅全体で曲げられる材料の最大の深さを決定する。
上死点
上死点とは、プレスブレーキのパンチまたはアッパービームが上ストロークの間に到達する最高点のことです。
IV.結論
プレスブレーキの基本的な概念や関連用語を中心に解説しています。
プレスブレーキについてもっと知りたい方は、こちらへどうぞ。 公式ウェブサイトを見る 機械学習や購買のために!



