I. 简介
ǞǞǞ 折弯机 折弯机是金属加工行业不可或缺的设备,而模具则是折弯机的 "心脏"。折弯机的模具分为两部分。
安装在滑块顶部的工具称为上冲头,安装在工作台底部的工具称为下模具。上模和下模两部分共同作用于金属板,完成工件的弯曲。
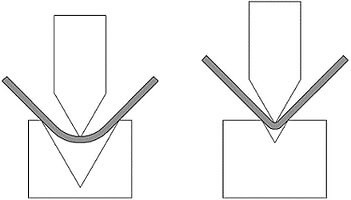
折弯机的上模向下模上的金属板施力的过程就是折弯过程。上模通过不同的动力源驱动滑块弯曲金属板。驱动源包括机械、液压、伺服电机等。
选择合适的折弯模具不仅能提高加工精度和效率,还能延长模具和设备的使用寿命,降低生产成本。然而,面对市场上琳琅满目的折弯机模具,许多用户都感到无所适从。
本文将从选择折弯机模具的重要性入手,分析影响选择的关键因素,以及后续的维护和保养,帮助您轻松选择最佳折弯机模具。
II.折弯机模具标准
有不同类型的冲头和模具,选择正确的配套冲头和模具进行折弯,对提高精度和效率至关重要。
标准尺寸的模具更换起来更方便,因为具有标准尺寸的模具部件的设计是一致的。这样在更换冲头和模具时就不需要进行过多的调整,因为这些工具都保持在同一位置,便于更换。
折弯机滑块的上部需要一个夹紧装置来固定冲头。夹紧装置将上模固定在所需位置,使其能够随着滑块的运动弯曲金属板。
模具分段可以促进各种尺寸工件的弯曲过程。 折弯机工具 需要非常高的精度,特别是上模尖端和下模两侧的精度,因为这些部件在弯曲过程中会直接接触金属板。
高精度的上模和下模可以减少安装过程中的调整。

III.冲头和模具的类型
折弯模包括 V 形模、U 形模和 Z 形模,其中 V 形模最为常见。最小法兰长度至少应为材料厚度的 4 倍,否则无法获得精确的弯曲角度。
不同开口宽度的 V 形模具与相应的冲头相匹配,使压力折弯机能够以不同的角度和材料进行折弯。通过这种方式 折弯机 可以在不同的角度和不同的材料上进行弯曲。
压力制动工具分为两类:冲头和模具。
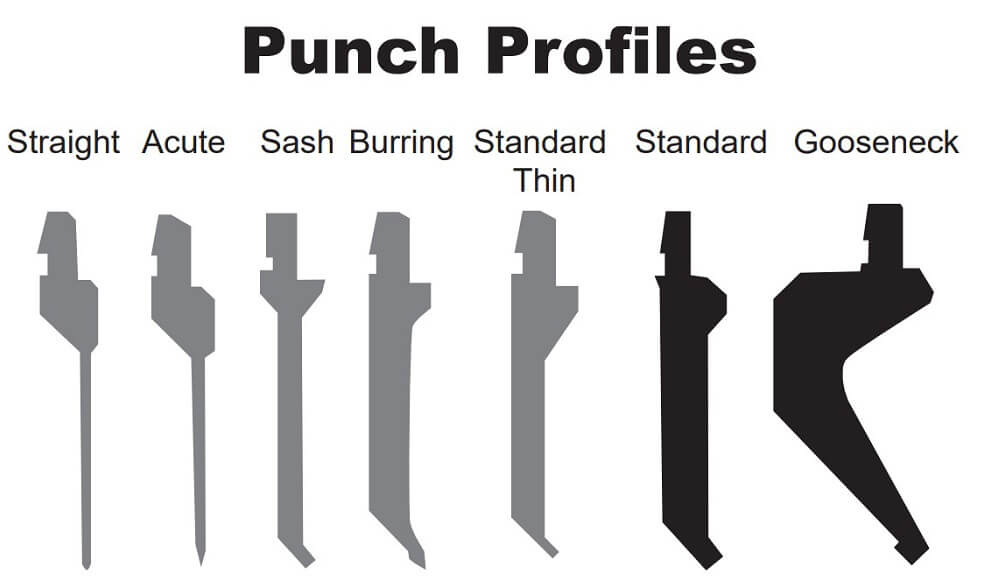
冲床类型
- 标准冲头:最常用的普通折弯冲头类型。
- 锐角冲床:用于弯曲锐角,一般在 25° 至 60° 之间。
- 鹅颈冲头:用于避免工件干涉。
- 弧形冲头:用于弯曲弧形。
- 弯曲刀冲:用于避免多重弯曲。
- 成型冲头:用于复杂形状的一次性成型。
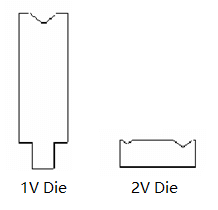
模具类型
- V 型模具:最常见的模具,分为单 V 型、双 V 型和多 V 型。
- U 形模具:用于 U 形弯曲。
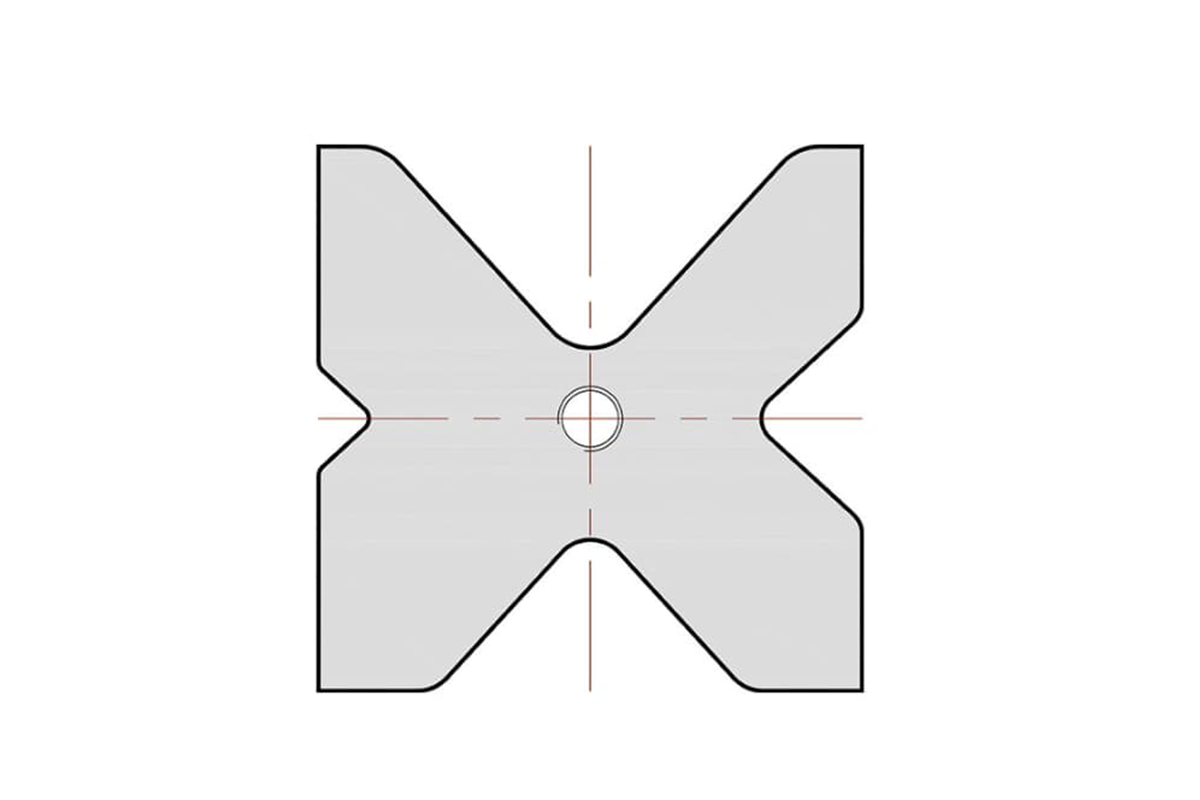
- 四向模具:四面都有不同大小的凹槽。
- 箱形模具:用于弯曲箱形零件。
- 波纹成形模:用于成形波纹工件。
- 无压痕模具:包括滚珠轴承型、挡板型和聚氨酯型,可避免弯曲痕迹。
IV.选择工具的考虑因素
1.弯曲材料
你想弯曲的金属类型是一个重要因素。金属的厚度决定了模具开口、弯曲半径和弯曲角度。
例如,有些钢材比其他钢材具有更高的强度和抗性,这种抗性被称为金属的抗拉强度(UTS)。 金属的抗拉强度不同,需要不同强度的模具。
此外,金属板的长度决定了需要多少模具。另一个因素是金属的厚度。为金属板设计的工具可能不适合较厚的材料,可能导致工具和压力制动器过早磨损或损坏。
2.V 型开口和材料半径
在弯曲金属板时,如果厚度和金属类型相同,就不能只有一种 V 形模开口尺寸。金属板在弯曲过程中不能有损失。
如果内半径小于金属板的厚度,金属板将被拉长,导致工件变形。
半径大于板材厚度不会导致变形。在选择完美的 V 形模具开口时,我们不仅要避免半径变形,还要选择较小的半径。
3.8 的规则
有一条经验法则适用于压力制动模的 V 形开口,即所谓的 "8 "法则。"8 "法则以抗拉强度为 60,000 PSI 的冷轧钢为基础,规定 V 形开口模应是弯曲材料厚度的 8 倍。
8法则适用于大多数弯曲工艺。在规定的吨位范围内,可以生产出约等于材料厚度的内部半径。
然而,这并不是一个完美的定律,因为该系数会随着材料厚度的变化而增大或减小。因此,有些 V 形模开口的宽度是材料厚度的 6 倍、10 倍甚至 12 倍。
较厚的板材通常需要10倍于厚度的V型开口,以便将力分布在更大的区域,并避免由于板材的延展性降低而出现裂缝。
在确定折弯机模具之前,首先要确定需要折弯的最厚和最薄的金属板,然后用8法则来确定V型模具的正确尺寸。
选择最小的 V 型模具,并将其尺寸加倍,以确定下一个 V 型模具,直到达到最大模具为止。如果找不到完全匹配的模具,则应将尺寸四舍五入到最接近的可用模具。
4.V 开度影响弯曲材料的半径
压力折弯机模具的 V 形开口会影响折弯材料的半径。 一般来说,材料的内部半径最好等于其厚度。
如果内半径小于 1 厚度,就意味着从半径处提取的材料消失了。在板材弯曲中,如果内半径小于 1 厚度,弯曲处就会出现 "侧凸"。
V 形模开口越大,金属板的半径就越大。不过,材料的抗拉强度也会影响半径。在给定的 V 形模开口上,材料强度越高,半径越大。
对于低碳钢,弯曲半径 (R) 通常是 V 形模具开口的 1/8,因此计算公式如下:R = V/8。 不过,不同类型的金属会有不同的规则。
5.法兰或支腿的最小长度
在选择 V 形模具时,必须注意工件所需的凸缘长度或支腿。在弯曲过程中,金属板必须始终与模具的肩部直接接触。
如果凸缘长度小于规定值,就会落入 V 形开口中,导致弯曲结果不准确。因此,V 形开口越大,金属板上所需的最小凸缘或支腿就越大。
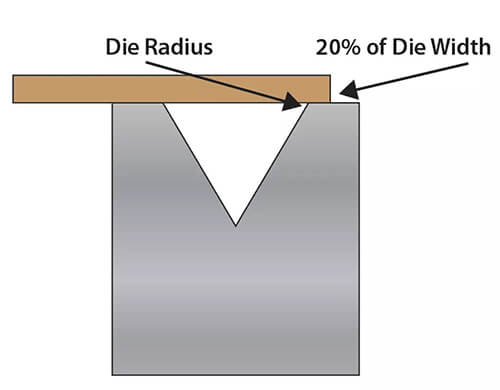
V形模形成的最小凸缘约为标准V形模开口的70%,而锐角模可以达到V形模开口的110%或更多。
在确定最小凸缘长度之前,应将金属板放在模具上,使材料在等于V型模具开口的20%处与模具肩接触。
V.选择压力折弯机模具的具体案例分析
案例 1 加工不锈钢板的工具选择
工厂需要加工厚度为 2 毫米、弯曲角度为 90°、弯曲长度为 1000 毫米的 304 不锈钢板。考虑到不锈钢的高坚固性,会出现回弹现象(由于弹性变形,材料在弯曲后会恢复原状)。
因此,R4 v 形口模具(上冲头与底模的接触面呈 v 形,v 形口半径为 4 毫米)。
同时,还选用了 SKD11 材料(一种优质高碳高铬工具钢),以提高折弯机的耐磨性和使用寿命。经过试加工,折弯机的尺寸精度和表面质量都达到了要求。
案例 2 加工铝合金板的工装选择
自动化设备厂需要加工 6061-T6 铝合金板材,弯曲角度为 120°,板材厚度为 3 毫米。由于铝合金材料较软,会出现压痕和剥离(材料表面局部隆起)。
经过测试,选择了 R8 U 形口模(上冲头与底模的接触面呈 U 形,U 形口半径为 8 毫米),并对模具表面进行了氮化处理(一种可提高模具表面硬度的表面热处理工艺)。
同时,在弯曲过程中适当降低弯曲力,并在模具表面涂上润滑油。最终的铝合金板表面光滑整洁,无明显变形。
VI.模具材料和质量
模具材料是提高工件质量和延长模具使用寿命的重要因素。工具的材料成本因工件材料和弯曲精度等因素而异。
一般来说,优质工具材料包括淬火钢、高速钢(HSS)和碳化钨。淬火钢耐用、耐磨,可承受较大重量。
高速钢耐磨,使用寿命长,但成本高于淬火钢。而碳化钨的质量和成本都是最高的。
VII.正确维护和储存
压力折弯机的模具需要正确的维护,以延长其使用寿命并确保折弯质量。需要根据使用说明定期润滑、打磨和监控模具性能。
将模具存放在专门区域,如带有抽屉或隔间的工具柜。用泡沫或塑料固定和隔离每个冲头和模具。此外,还要定期清洁工具,用软布擦拭,并定期使用防锈喷雾剂。
VIII.结束语
压力折弯机的工具会影响折弯工件的形状和质量。在折弯前,有必要根据金属板材选择适合材料的工具。
还需要根据弯曲工件确定模具的形状、角度和开口尺寸。正确的模具选择和材料使用可以提高弯曲工件的精度。
它们会影响弯曲角度、内部半径、最小法兰长度和整个工件的外观。使用正确的工具可以提高折弯效率,降低成本,防止型材变形,并保护压力折弯机操作员的安全。
如果您对压力制动器和压力制动器模具的选择仍有疑问,欢迎您与我公司 ADH Machine Tool 联系。
作为一家拥有 40 年经验的折弯机制造商,我们不仅提供高质量的折弯机,还致力于提供整体折弯加工解决方案计划。
我诚挚地邀请你们 访问我们的产品页面 并进一步了解我们的压力制动器系列和配套工具。我们的团队随时准备为您提供技术咨询和支持。



