I. Introdução
O freio de imprensa é um equipamento indispensável na indústria de processamento de metal, e a ferramenta é o "coração" da prensa dobradeira. A ferramenta de uma prensa dobradeira é dividida em duas partes.
A ferramenta instalada na parte superior do cilindro é designada por punção superior e a ferramenta instalada na parte inferior da mesa de trabalho é designada por matriz inferior. O punção superior e as matrizes inferiores, duas partes, trabalham em conjunto na chapa metálica para completar a dobragem da peça de trabalho.
O processo em que o punção superior da prensa dobradeira aplica força à chapa metálica na matriz inferior é o processo de dobragem. O punção superior acciona o aríete para dobrar a chapa metálica através de diferentes fontes de energia. As fontes de acionamento incluem motores mecânicos, hidráulicos, servomotores, etc.
A escolha das ferramentas correctas para a prensa dobradeira pode não só melhorar a precisão e a eficiência do processamento, mas também prolongar a vida útil da matriz e do equipamento, reduzindo os custos de produção. No entanto, perante uma grande variedade de matrizes de prensa dobradeira no mercado, muitos utilizadores sentem-se perdidos.
Este artigo começará pela importância de selecionar as ferramentas de prensagem, analisará os principais factores que afectam a seleção, bem como a manutenção e os cuidados subsequentes, para o ajudar a selecionar facilmente as melhores ferramentas de prensagem.
II. Normas das ferramentas de prensagem
Existem diferentes tipos de punções e matrizes, e seleccionar as punções e matrizes correctas para dobrar é crucial para melhorar a precisão e eficiência.
As ferramentas de tamanho padrão são mais convenientes para substituir, uma vez que o design das peças de ferramentas com dimensões padrão é consistente. Isto elimina a necessidade de efetuar demasiados ajustes quando se substituem os punções e as matrizes, uma vez que estas ferramentas são mantidas na mesma posição para uma substituição fácil.
As partes superiores do cilindro da prensa dobradeira requerem um dispositivo de fixação para fixar os punções. A fixação fixa os punções na posição necessária, permitindo-lhes dobrar a placa de metal com o movimento do cilindro.
A segmentação do molde pode facilitar o processo de dobragem de peças de vários tamanhos. Ferramentas do travão de prensa requerem uma precisão muito elevada, particularmente a precisão das pontas dos punções e dos ombros da matriz, uma vez que estas peças irão contactar directamente a chapa durante a dobragem.
Punções e matrizes com alta precisão podem reduzir os ajustes no processo de instalação.

III. Tipos de punções e matrizes
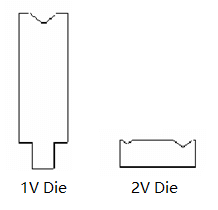
As matrizes de prensagem incluem a matriz em V, a matriz em U e a matriz em Z, sendo a matriz em V a mais comum. O comprimento mínimo da flange deve ser, pelo menos, 4 vezes a espessura do material; caso contrário, não é possível obter o ângulo de curvatura exato.
Os conjuntos de matrizes em V com diferentes larguras de abertura correspondem aos punções correspondentes, permitindo que a prensa dobradeira dobre em diferentes ângulos e materiais. Desta forma, a freio de imprensa pode dobrar-se em ângulos diferentes e com materiais diferentes.
As ferramentas da prensa dobradeira são classificadas em 2 tipos: punção e matriz.
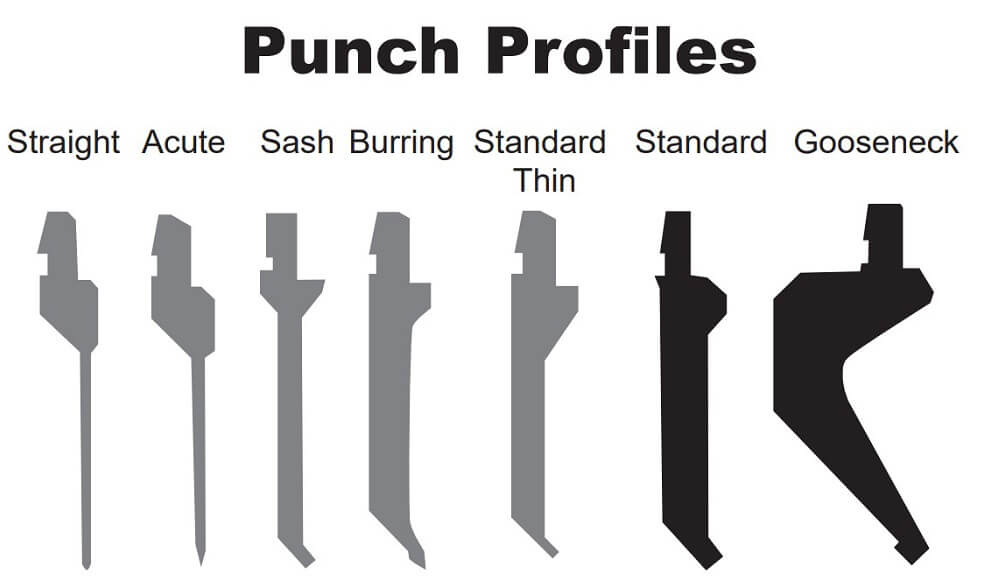
Tipos de punção
- Punção standard: O tipo de punção mais utilizado para dobragem geral.
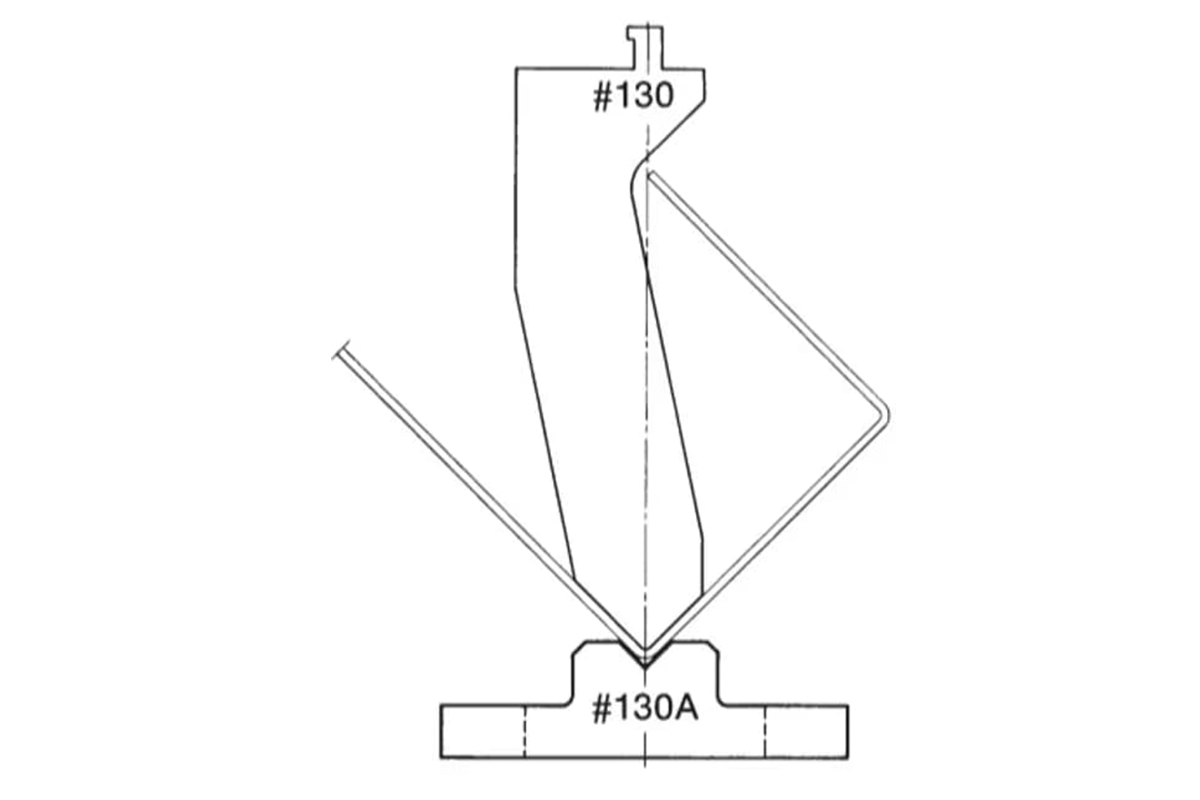
- Punção de ângulo agudo: Utilizado para dobrar ângulos agudos, geralmente entre 25° e 60°.
- Punção de pescoço de ganso: Utilizado para evitar interferências na peça de trabalho.
- Punção de arco: Utilizado para dobrar formas em arco.
- Punção de faca de dobragem: Utilizado para evitar dobras múltiplas.
- Punção de moldagem: Utilizado para a moldagem única de formas complexas.
Tipos de matrizes
- Cunho em forma de V: O cunho mais comum, dividido em tipos de V simples, V duplo e V múltiplo.
- Matriz em forma de U: Utilizada para dobrar em forma de U.
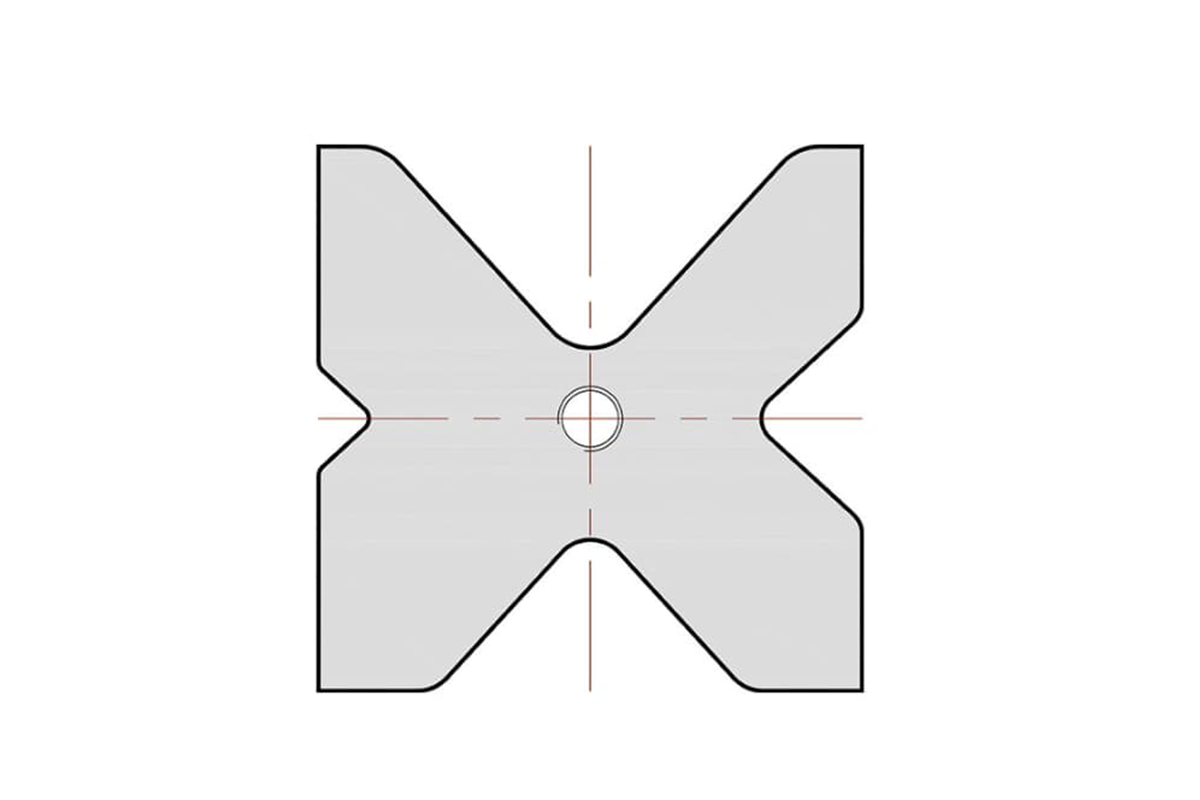
- Matriz de quatro faces: As quatro faces têm ranhuras de diferentes tamanhos.
- Matriz para formar caixas: Utilizada para dobrar peças em forma de caixa.
- Matriz de conformação ondulada: Utilizada para a conformação de peças onduladas.
- Matriz sem impressões: Inclui o tipo de rolamento de esferas, o tipo de aba e o tipo de poliuretano, que podem evitar marcas de dobragem.
IV. Considerações sobre a seleção de ferramentas
1. Material de dobragem
O tipo de metal que se quer dobrar é um factor importante. A espessura do metal determina a abertura da matriz, o raio de curvatura e o ângulo de curvatura.
Por exemplo, alguns aços têm maior força e resistência do que outros, e esta resistência é designada por resistência à tração (UTS) do metal. A resistência à tração dos metais é diferente, o que exige moldes de resistência diferentes.
Para além disso, o comprimento da placa de metal determina o número de ferramentas necessárias. Outro fator é a espessura do metal. As ferramentas concebidas para chapas metálicas podem não ser adequadas para materiais mais espessos e podem causar desgaste prematuro ou danos nas ferramentas e nas prensas de travagem.
2. Abertura V e raio do material
Ao dobrar chapa metálica, se a espessura e o tipo de metal forem os mesmos, não existe apenas um tamanho de abertura do molde em V. A chapa metálica não deve perder-se durante a dobragem.
Se o raio interno for inferior à espessura da placa metálica, a placa será esticada, levando à deformação da peça.
Um raio maior do que a espessura da folha não causará deformação. Ao escolher a abertura perfeita da matriz em V, devemos não só evitar a deformação do raio, mas também escolher um raio mais pequeno.
3. A regra do 8
Existe uma regra prática aplicável à abertura em V de matrizes de prensas dobradeiras, conhecida como a regra dos 8. A regra dos 8 baseia-se em aço laminado a frio de 60.000 PSI de tensão e estipula que a matriz de abertura em V deve ter oito vezes a espessura do material de dobragem.
A regra de 8 aplica-se à maioria dos processos de dobragem. Dentro da gama de tonelagem especificada, pode ser produzido um raio interno aproximadamente igual à espessura do material.
No entanto, esta não é uma lei perfeita, porque o fator aumentará ou diminuirá com a variação da espessura do material. Como resultado, a largura de algumas aberturas de matriz em V é 6 vezes, 10 vezes ou mesmo 12 vezes a espessura do material.
As placas mais espessas requerem normalmente uma abertura em V de 10 vezes a espessura para distribuir a força por uma área maior e evitar fissuras na placa devido à sua reduzida ductilidade.
Antes de determinar as matrizes de freio de prensa, determinar primeiro a chapa metálica mais grossa e mais fina a ser dobrada, e utilizar a regra de 8 para determinar o tamanho correcto das matrizes em V.
Selecionar o molde V mais pequeno e duplicar o seu tamanho para determinar o molde V seguinte até atingir o molde máximo. Se não for possível encontrar uma correspondência exacta, as dimensões devem ser arredondadas para o molde disponível mais próximo.
4. A abertura V afecta o raio do material de flexão
A abertura V das matrizes da prensa dobradeira afecta o raio do material a dobrar. Em geral, o ideal é que o raio interno do material seja igual à sua espessura.
Se o raio interior for inferior a 1 espessura, significa que o material extraído do raio desaparece. Na dobragem de chapas, se o raio interior for inferior a 1 espessura, pode aparecer uma "protuberância lateral" na dobragem.
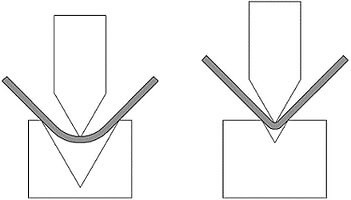
Quanto maior for a abertura do molde em V, maior será o raio da placa metálica. No entanto, a resistência à tração do material também afectará o raio. Numa determinada abertura do molde em V, quanto mais forte for o material, maior será o raio.
No aço macio, o raio de curvatura (R) é geralmente 1/8 da abertura da matriz em V, resultando na seguinte fórmula: R = V/8. No entanto, esta regra varia consoante os diferentes tipos de metal.
5. Comprimento mínimo da flange ou da perna
Ao selecionar as matrizes em V, é importante ter em atenção o comprimento da flange ou perna requerida pela peça de trabalho. Durante a dobragem, a chapa metálica deve estar sempre em contacto direto com o ombro da matriz.
Se o comprimento da flange for inferior ao valor especificado, cairá na abertura em forma de V, conduzindo a resultados de dobragem incorrectos. Por conseguinte, quanto maior for a abertura em forma de V, maior será a flange ou perna mínima necessária na placa metálica.
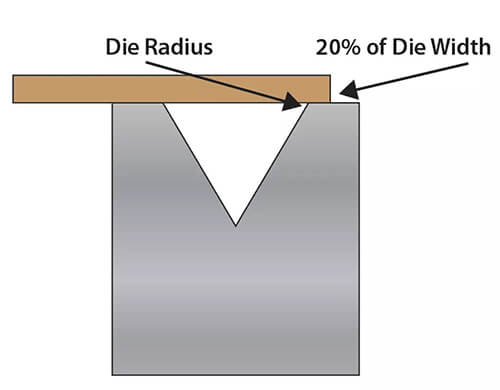
A flange mínima formada por um V-die é de cerca de 70% da abertura do V-die padrão, enquanto um molde de ângulo agudo pode atingir 110% ou mais da abertura do V-die.
Antes de determinar o comprimento mínimo da flange, a chapa metálica deve ser colocada sobre o coto, de modo a que o material entre em contacto com o ombro do coto num ponto igual a 20% da abertura em V da matriz.
V. Análise de casos específicos de seleção de matrizes de prensa dobradeira
Caso 1 Seleção de ferramentas para o processamento de chapas de aço inoxidável
A fábrica precisa de processar as chapas de aço inoxidável 304 com uma espessura de 2 mm, um ângulo de flexão de 90° e um comprimento de flexão de 1000 mm. Tendo em conta a elevada solidez do aço inoxidável, ocorre o retorno elástico (as partes dos materiais regressam às suas formas originais após a dobragem devido à deformação elástica).
Assim, a boca R4 em forma de V morre (a superfície de contacto entre o punção superior e a matriz inferior tem forma de V e o raio da boca em forma de V é de 4 mm).
Ao mesmo tempo, o material SKD11 (um aço para ferramentas de alta qualidade, com elevado teor de carbono e crómio) é escolhido para melhorar a abrasividade e a vida útil da prensa dobradeira. Após o processamento experimental, a precisão do tamanho e a qualidade da superfície da prensa dobradeira atingiram os requisitos.
Caso 2 Seleção de ferramentas para o processamento de chapas de liga de alumínio
Uma fábrica de equipamento automático necessita de processar uma placa de liga de alumínio 6061-T6 com um ângulo de flexão de 120° e uma espessura de placa de 3 mm. Devido à suavidade do material de liga de alumínio, haverá indentação e descamação (protuberâncias parciais na superfície do material).
Após o teste, é escolhida a matriz de boca em forma de U R8 (a superfície de contacto entre o punção superior e a matriz inferior apresenta a forma de U, o raio da boca em forma de U é de 8 mm) e a superfície da matriz é submetida a um tratamento de nitretação (um processo de tratamento térmico da superfície que pode melhorar a dureza da superfície da matriz).
Entretanto, a força de flexão é reduzida corretamente durante a flexão, e a superfície da matriz é pintada com óleo lubrificante. A superfície final da placa de liga de alumínio é lisa e limpa, sem deflexão óbvia.
VI. Materiais e qualidade das ferramentas
O material da ferramenta é um fator importante para melhorar a qualidade da peça de trabalho e prolongar a vida útil da ferramenta. O custo do material das ferramentas varia em função de factores como o material da peça e a precisão da dobragem.
De um modo geral, os materiais de ferramentas de alta qualidade incluem o aço temperado, o aço rápido (HSS) e o carboneto de tungsténio. O aço temperado é durável, resistente ao desgaste e pode suportar grandes pesos.
O aço rápido é resistente ao desgaste, tem uma longa vida útil e tem um custo mais elevado do que o aço temperado. E o carboneto de tungsténio é o mais elevado em termos de qualidade e custo.
VII. Manutenção e armazenamento correctos
As ferramentas da prensa dobradeira necessitam de uma manutenção correcta para prolongar a sua vida útil e garantir a qualidade da dobragem. A lubrificação regular, a retificação e a monitorização do desempenho das ferramentas são necessárias de acordo com as instruções de utilização.
Armazenar as ferramentas em áreas especializadas, como armários de ferramentas com gavetas ou compartimentos. Fixe e isole cada punção e matriz com espuma ou plástico. Além disso, limpe regularmente as ferramentas, passe-as com um pano macio e utilize regularmente um spray anti-ferrugem.
VIII. Conclusão
As ferramentas da prensa dobradeira afectam a forma e a qualidade da peça a dobrar. Antes de dobrar, é necessário selecionar as ferramentas adequadas para o material, de acordo com a chapa metálica.
Também é necessário determinar a forma, o ângulo e o tamanho da abertura da matriz de acordo com a peça de trabalho de dobragem. A seleção correcta das ferramentas e a utilização correcta dos materiais podem melhorar a precisão das peças de trabalho de dobragem.
Afectarão o ângulo de dobragem, o raio interno, o comprimento mínimo da flange e o aspeto de toda a peça de trabalho. A utilização das ferramentas correctas pode melhorar a eficiência da dobragem, reduzir os custos, evitar a deformação do perfil e proteger a segurança dos operadores de prensas dobradeiras.
Se ainda tiver dúvidas sobre a escolha da prensa dobradeira e da ferramenta de prensa dobradeira, pode entrar em contacto com a minha empresa, a ADH Machine Tool.
Como fabricante de prensas dobradeiras com 40 anos de experiência, não só oferecemos prensas dobradeiras de alta qualidade, como também nos dedicamos a oferecer um plano global de soluções de processamento de dobra.
Convido-vos sinceramente a visitar a nossa página de produtos e saiba mais sobre as nossas séries de prensas dobradeiras e ferramentas correspondentes. E a nossa equipa está pronta para consultoria e apoio tecnológico.



