I.简介
定义
折弯机 是金属加工中必不可少的工具,用于将金属板弯曲成所需形状。
它将工件夹在配套的冲头和模具之间,以形成决定性的弯曲。
压力制动器是最古老的机械金属变形工艺之一,可追溯到 19 世纪的手工操作。
20 世纪 30 年代,出现了液压驱动的压力制动器,大大提高了生产效率。
压力制动器有多种类型,每种类型都有其应用场景,因此是任何制造车间都必不可少的设备。
类型
机械压力制动器: 适用于轻质鳞片材料
优势 机械式压力制动器因其速度快、布局简单而备受青睐。其快速运动有利于特定的高速应用。
缺点 机器施加的力不易调整,因此不具有通用性。由于部件磨损,需要定期维护。
液压折弯机适用于中厚鳞片材料
优势液压系统:液压系统提供可控和稳定的性能 弯曲力.它被广泛用于处理更复杂的任务。它更稳定,操作时更安静,使用寿命更长。
劣势液压泵:其运行速度比机械泵稍慢。液压油泄漏也是一个大问题,需要定期维护和检查。
电动压力制动器: 适用于小型片材
优势该系统的特点是:响应时间更快,更节能,并能保持稳定的弯曲力。的运动组件 电动折弯机 同时,由于其体积小,可以减少对维护的需求。
劣势成本:与液压系统相比,电动压力机制动器的初始投资成本可能较高。对于极高吨位的应用,其强度可能不高。
CNC数控折弯机适用于大规模和复杂形状板材的制造
优势精度高、操作简单、生产效率高、适应性强、省力、维护方便。
劣势初始投资成本高;操作人员需要培训;系统功能不良风险;过度依赖技术。
II.压力制动器的组件和功能
压力制动器由许多部件组成,这些部件共同作用使金属板弯曲成型。
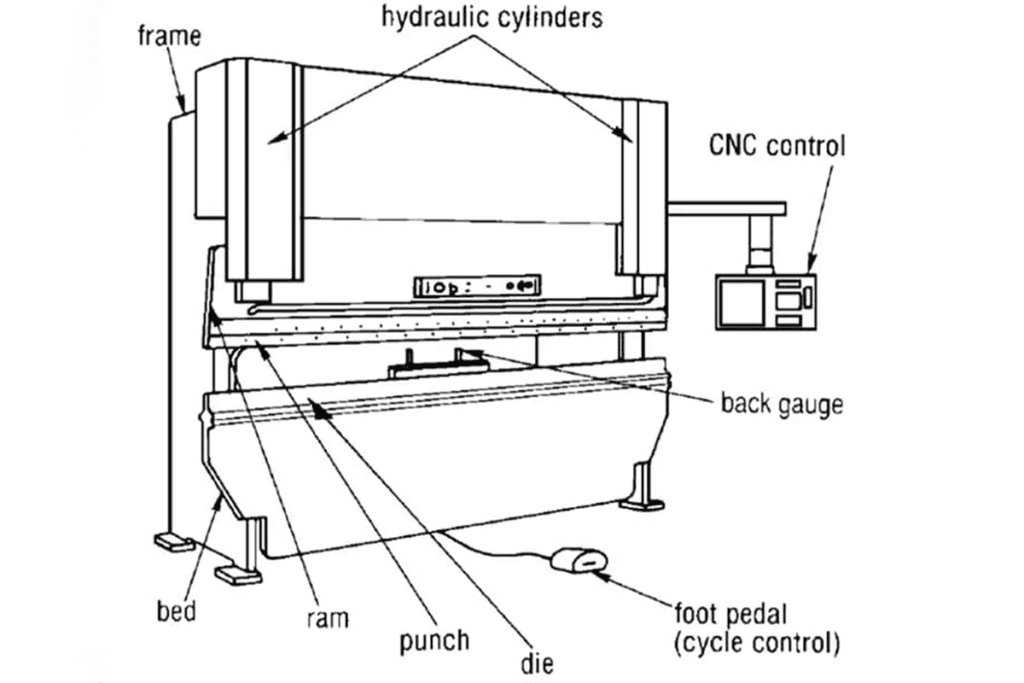
主要部件包括机架、床身、滑枕、模具、背规和控制器。
机架是压力机制动器的主要结构,由左右立板(或侧架)、工作台(或床身)和垂直移动滑块焊接而成,用于支撑其他部件。
床身是一个光滑的表面,用于铺设用于弯曲的金属板。
滑枕是压力制动器中的运动部件,由钢板组成,与左右油缸(通常称为 Y1、Y2)上的液压活塞杆相连。它对金属板施加压力,使其弯曲。
模具是压力折弯机上的固定部件,它提供了一个金属板折弯面。
背规是一种有利于准确定位金属板使其弯曲的装置。
数控压力制动器的背规利用电机驱动箱或链条驱动的测量系统,输出两个滚珠或导螺杆的同步运动,从而将测量杆移动到所需的精确位置。
背规的位置至关重要,因为它测量每个法兰的长度,因此由 CNC 控制器控制。
它控制着本身位置的止动和附着材料,也被称为测量杆本身的 "手指"。
控制器用于控制和操作压力制动器。
向上弯曲的材料称为 "凸缘",通常由安装在压力制动器后部的背规进行测量和控制。
有些系统配有机械同步系统,如扭矩、摆臂和球面轴承。
它结构简单、机械牢固、性能可靠、精度高。
工作时,金属板放在压力制动器的底座上。
并利用背规对金属板进行精确定位以实现弯曲。
然后,滑块向下移动,对金属片施加压力,使金属片位于模具上。
控制器用于调整柱塞产生的力,并在加工过程中控制其他方面。 弯曲过程.
III.压力制动器的工作原理
工作原理
压力机制动器的侧面通常由两个 C 形框架(也称为边框)组成,它们与底部工作台和顶部移动横梁相连。
底部工具或模具安装在工作台上,顶部工具或冲头安装在上梁上。
冲头移动深度和弯曲角度均可精确控制。
压力折弯机可以手动操作,也可以配备数控控制器,进行复杂的折弯操作。
压力制动金属成型 小贴士
新闻报道的难度 制动成形 与您正在成型的材料等级有关。
材料越硬,回弹越大。
如果使用较软的材料,则回弹较小,因为较软的材料更容易与模具压入的角度相匹配。
开裂或蔓延对于急弯也很重要。
触底反弹(或 底部弯曲) 使材料更容易开裂。
ǞǞǞ 铸造过程 可提供精确的弯曲。
ǞǞǞ 压制成型 补偿回弹的技术不是通过底部弯曲,而是通过正确使用工具。
IV.操作和安全程序
如何使用压力折弯机
- 检查设备:在启动机器之前,请检查压力机制动器是否处于良好状态。确保所有部件运转良好,无损坏或异常情况。操作机器前,确保工人佩戴适当的安全设备,如防护眼镜、手套、鞋子等。
- 选择合适的模具:选择合适的顶部和底部模具,并根据弯曲需要进行安装。
- 设置参数:根据金属板的材料、厚度和所需弯曲角度设置机器参数,如压力和速度。
- 铺放金属板:将金属板放在工作台上,使用背规或其他定位工具确保金属板弯曲正确、均匀。
- 启动机器:按下启动按钮,使上冲头下降,开始折弯工作。
- 监控: 在弯曲过程中持续监控,确保金属板弯曲均匀、正确。手和身体其他部位远离工作区域。
- 完成任务:折弯过程结束后,停止机器并取出折弯的金属板。检查弯曲角度和精度,确保满足生产需要。
- 关闭机器:操作结束后,关闭压力制动器并切断电源。清理工作区,确保所有工具和材料都放回原处。
安全提示
- 在操作压力制动器之前,确保工人已经接受过培训并熟悉操作程序。
- 操作机器时,请佩戴个人防护设备,如手套和护目镜。
- 操作机器时,请勿将手或其他身体部位放在上模和下模之间以及工作台上。
- 确保工作区域干净整洁,没有障碍物。
- 避免穿着宽松的衣服和配饰,以免被机器夹住。
- 定期检查和维护设备,确保机器始终处于良好状态。
- 不要在机器工作时进行调整和维护。
V. 压床折弯 技术
空气弯曲
工件只接触冲头顶端和模具边缘。冲头会略微超出所选模具的顶部。
至于 V 形模具,它穿过 V 形模具的顶部,但不会到达底部。
V 形模具的开口形状决定了弯曲弧度。
优势由于金属板与模具接触不完全,所需的模具力很小。此外,使用同一模具可实现多个弯曲角度,灵活性高。
缺点 由于弯曲结果与材料的弹性有关,可能需要进行专门调整才能达到所需的精确弯曲角度。
底部弯曲
模具角度应与预期的工件角度相匹配。与气动折弯不同,工件通过冲头靠在模具的上底部。
优势 由于弯曲角度与模具完全匹配,因此可以实现精确的弯曲角度。
劣势底部弯曲:底部弯曲需要较大的模具压力。因为板材与模具完全接触,可能导致板材表面受损。
压印
冲压是在模具和冲头之间对金属板进行冲压。通过适当的压力,冲头尖端将穿透工件。
优势 锥形可以获得非常精确的弯曲角度。金属板在弯曲后可以保持其形状。
劣势这种方法的缺点是:由于需要很大的压模力,这种方法可能会导致板材和压模过度磨损。
VI. 压力机模具
操作员在选择冲头和模具时应检查工具余量。操作员有责任使压力制动器的模具符合制造规格并进行调整。可选的通用模具类型包括
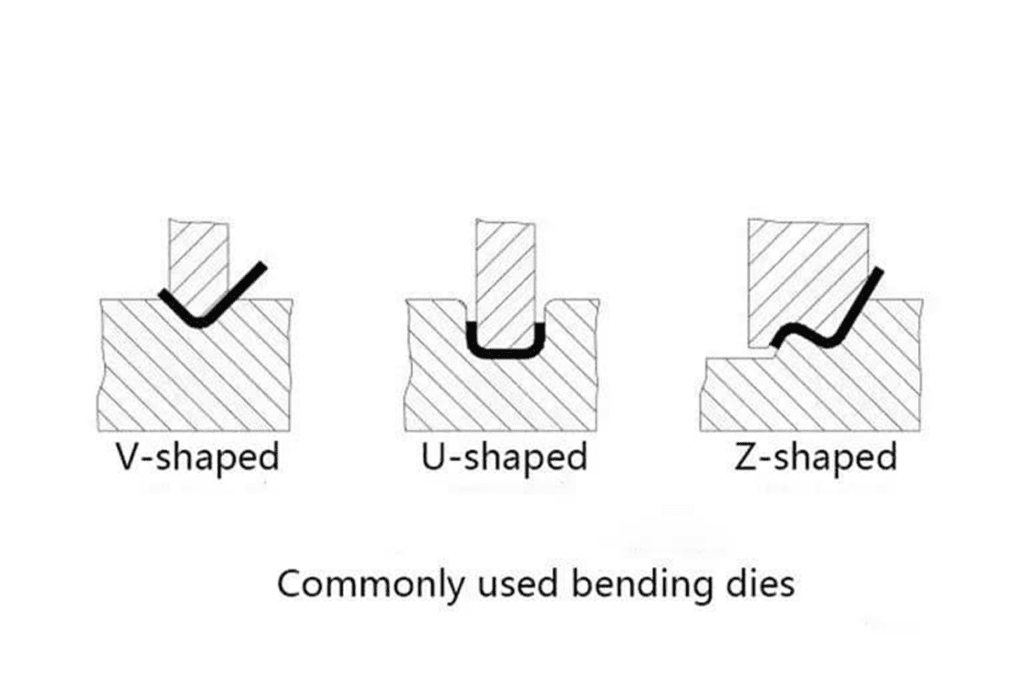
V 形模具:用于制作 V 形弯曲。
接缝模:用于制作管材和板材的接缝模。
摇臂式模具:通过左右、上下运动使工件弯曲。
多重弯曲模具:可生产多种形状和多重弯曲。
鹅颈模:适用于清洁边缘和不平整的工件表面(称为凸缘)。
锐角模:用于制作直角、锐角和钝角。
偏移模:用于制作 Z 形角。
卷曲模:用于卷曲纸页边缘。
VII.常见问题
1.压力制动器的主要用途是什么?
压力制动器的主要用途是通过施加压力将金属板弯曲成各种形状。
当冲头通过滑枕推动金属时,压力制动器就会使用上模和下模弯曲金属板。
这使得压力制动器能够在金属加工中精确地实现各种弯曲角度、弧度和形状。
2.数控折弯机与传统折弯机有何不同?
数控压力折弯机与传统压力折弯机的主要区别在于,数控压力折弯机是一种数控机床,由计算机程序控制,而传统压力折弯机则需要人工操作。
数控折弯机具有更高的精度和生产效率,可自动完成复杂的折弯任务,并可重复恢复和使用程序。
此外,数控压力制动器可通过互联网连接进行远程监控,从而提高生产效率和灵活性。
3.如何维护压力制动器,使其达到最佳性能?
环顾四周,检查所有区域,以发现是否存在任何问题。
检查液压回路:检查液压油油位、油温、油清洁度和油粘度。
检查机械系统:检查是否有松动的螺栓、磨损的轴承、磨损的衬套、磨损的销、磨损的键槽、磨损的齿轮、磨损的花键、磨损的轴、磨损的联轴器、磨损的皮带、磨损的皮带轮、磨损的链条和磨损的链轮。
检查电气系统:检查连接是否松动、电线或电缆是否损坏、开关或继电器是否损坏、保险丝或断路器是否损坏、变压器或接触器是否损坏。
检查工具:检查冲头和模具是否磨损。
VIII.结束语
作为一种关键设备,压力制动器在现代金属制造中不可或缺。
它不仅能为企业高效加工各种金属零件,还能确保产品的精度和质量。
因此,完全了解操作和维护对于提高金属加工效率至关重要。
只有企业和员工都意识到这一点,才能确保金属加工的高效率和高质量。
对于想要了解压力机制动器的人员或企业来说,《压力机制动器手册》可以帮助他们更好地了解压力机制动器。 ADH 机床 是一个不可或缺的帮手。
该公司专门从事金属加工,在制造压力制动器方面拥有 40 多年的经验。
如果您想进一步了解其产品,请直接 浏览网站.
立即行动!深入公司,为你的金属生产职业生涯增添更多技能和专业知识。




