Le CNC presse plieuse est une machine sophistiquée de traitement de la tôle qui nécessite un fonctionnement précis sous le contrôle d'un contrôleur CNC et d'un opérateur.
Il est important de définir soigneusement les paramètres et les procédures nécessaires avant de commencer un travail de cintrage.
Cependant, même avec une préparation et un entretien adéquats, la presse plieuse peut toujours connaître des défaillances mécaniques au fil du temps.
Les problèmes les plus courants sont les vibrations pendant le pliage, les fuites d'huile et les dimensions et formes imprécises des pièces finies, qui entraînent des pertes de matériau, voire des dommages à la machine.
Dans certains cas, ces défauts peuvent également constituer un risque pour la sécurité de l'opérateur.
Dans ce blog, nous allons explorer les raisons des erreurs dans les pliage par presse plieuse et offrent des conseils sur la manière de les prévenir et de les éviter.
La machine n'est pas maintenue propre.
Négliger la propreté de la presse plieuse est un problème courant dans son utilisation.
Au fil du temps, la saleté accumulée peut entraîner l'usure des pièces et des moules.
Les débris peuvent même rayer la pièce et la présence de poussière peut avoir un impact sur le fonctionnement de la machine.
Pour éviter ces problèmes, il est important de nettoyer la presse plieuse et ses outils avant et après utilisation.
Tous les débris, l'huile et la poussière doivent être enlevés pour éviter que la poussière ne s'infiltre dans la machine.
Un nettoyage régulier peut prolonger la durée de vie de la machine.

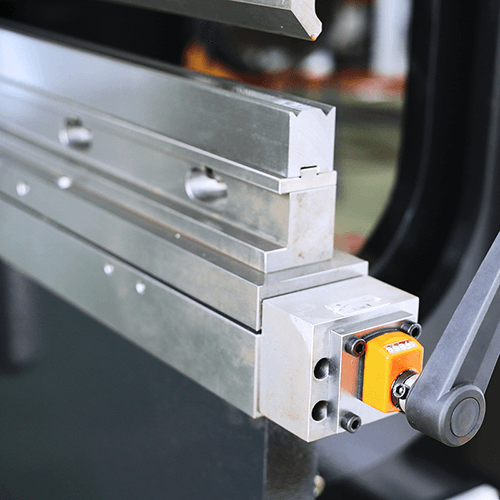
Le bélier n'est pas vertical lorsqu'il fonctionne
L'usure du rail de guidage et une lubrification insuffisante au fil du temps peuvent entraîner une augmentation du jeu.
Il est essentiel de contrôler le degré d'usure du rail de guidage et d'ajuster le jeu en conséquence.
Si l'usure est importante, la plaque de pression du rail de guidage doit être remplacée.
Le fait de ne pas lubrifier la presse plieuse à temps peut exacerber les frottements entre les pièces mobiles.
Pour éviter une lubrification intempestive, il est recommandé d'utiliser un système de lubrification automatique ou semi-automatique.
Pour assurer la longévité de la presse plieuse, il est préférable de choisir une tôle en bronze étamé ou en fonte ductile dont le plan de joint est rectifié.
Le boulon d'assemblage doit être positionné en dessous de la surface de l'articulation et comporter une rainure d'huile de graissage dentelée pour favoriser une lubrification efficace.
Ram contrarié
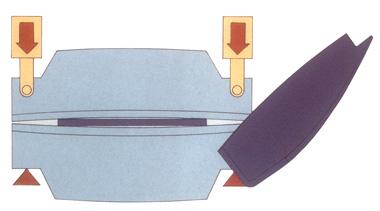
Une flexion prolongée peut entraîner un gonflement du coulisseau de la presse plieuse et du centre de la table de travail.
Cette saillie, appelée déflexion, correspond à la saillie vers le haut du coulisseau et à la flexion vers le bas du centre de la table de travail sous une charge de tonnage maximale.
La déflexion est limitée par la charge de tonnage maximale, et le coulisseau et la table de travail peuvent revenir à leur position normale si la charge est retirée.
Toutefois, si le coulisseau et la table de travail sont défectueux et que la charge de tonnage est trop élevée, le centre du coulisseau et de la table de travail risque d'être endommagé de façon temporaire ou permanente.
Il en résulte une plus grande distance entre le centre du coulisseau et la base par rapport à la distance aux deux extrémités, ce qui fait que l'angle de flexion au centre est plus grand que l'angle de flexion aux deux extrémités.
Ce défaut peut avoir un impact sur la précision des pièces pliées et donner une forme de canoë.
Pour atténuer ce problème, il est recommandé d'ajuster progressivement la charge dans la plage de tonnage nominale de la machine, d'équiper la machine d'un dispositif de protection contre l'incendie et de la doter d'un dispositif de protection contre l'incendie. couronnement et utiliser des cales pour compenser la déflexion du vérin.
Si la compensation n'est plus possible, la seule solution consiste à réusiner le coulisseau et la table de travail.
Le bélier ne peut pas descendre rapidement / lentement
Si le mouvement du coulisseau est trop lent lorsqu'il descend, cela peut être dû à l'étanchéité du rail de guidage ou à un manque de signal de la servovalve.
Une autre cause possible est que chaque axe de la jauge arrière n'est pas correctement réglé.
En outre, le bélier peut ne pas revenir en position haute en raison d'un blocage de la valve de remplissage ou d'une fuite de la bague d'étanchéité.
Pour résoudre ce problème, il est important de vérifier l'étanchéité du rail de guidage du coulisseau et de s'assurer que la vanne servo proportionnelle dispose d'un signal électrique.
En outre, l'axe de la jauge arrière doit être vérifié pour s'assurer qu'il est en place conformément à la programmation du contrôleur.
Enfin, il convient de vérifier que le robinet de remplissage n'est pas bloqué et que la bague d'étanchéité ne présente pas de fuites.
Rayon de courbure incorrect
Un rayon de cintrage incorrect peut endommager l'outillage et entraîner un cintrage imprécis de la pièce.
Cela peut se produire lorsque le rayon de cintrage est trop petit et que la pression sur la pointe de la matrice devient excessive, ou lorsque l'ouverture de la pièce est trop proche du rayon de cintrage.
Pour éviter d'endommager l'outillage et la pièce, les mesures suivantes doivent être prises :
- Détermination du rayon de courbure en fonction des spécifications du matériau pour chaque processus.
- Il faut comprendre que le rayon de courbure pour la flexion longitudinale est plus grand, tandis que le rayon de courbure pour la flexion transversale est plus petit.
- Veiller à ce que la distance entre l'ouverture de la plaque (telle qu'une entaille) et la ligne de pliage soit au moins égale à trois fois l'épaisseur de la plaque afin d'éviter la déformation de la pièce.
Les différents matériaux ont des degrés de ductilité et de résistance à la traction variables, il est donc important de tenir compte de ces facteurs lors de la détermination du rayon de courbure.
Le moteur principal ne peut pas être démarré
La défaillance du moteur principal peut être causée par un mauvais câblage ou une alimentation électrique défectueuse.
En outre, il est important de s'assurer que le bouton d'arrêt d'urgence n'a pas été enclenché.
Parmi les autres causes potentielles, citons l'endommagement du contacteur CA, une surcharge du circuit ou un relais thermique défectueux.
Pour résoudre ce problème, vérifiez le câblage de l'alimentation de l'interrupteur, vérifiez que le bouton d'arrêt d'urgence a été relâché et assurez-vous que le circuit dispose d'une protection adéquate contre les surcharges.
En outre, vérifiez que les autres pièces ne sont pas endommagées.
La pièce est fissurée et irrégulière après le pliage
Après le pliage, des fissures peuvent apparaître à la surface de la pièce.
Cela peut être dû à un faible rayon de courbure interne de la matrice ou à un faible écart de courbure.
Le matériau lui-même peut également être défectueux, avec des bavures orientées vers l'extérieur.
L'extrémité courbe de la pièce peut également devenir irrégulière, ce qui est dû au retrait et à la déformation de la surface extérieure après étirement, et au pliage et à la déformation de la surface intérieure après compression.
Pour remédier à ces problèmes, il est nécessaire d'améliorer la douceur des outils et d'augmenter le rayon de courbure de la matrice.
L'ajustement de l'espace de pliage et l'utilisation de matériaux métalliques ayant une meilleure plasticité peuvent également être utiles.
Veillez à ce que le rayon du congé de la matrice corresponde au congé externe de la pièce.
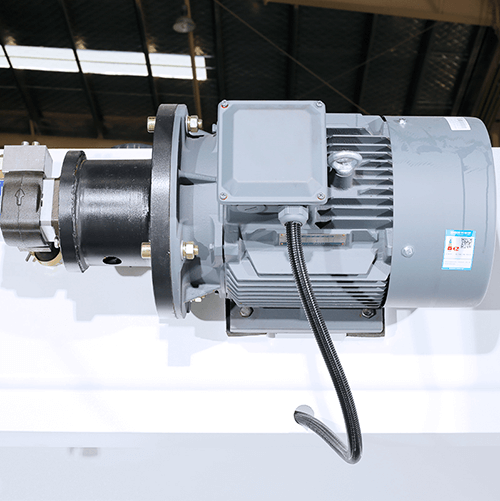
Le système hydraulique n'a pas de pression de flexion
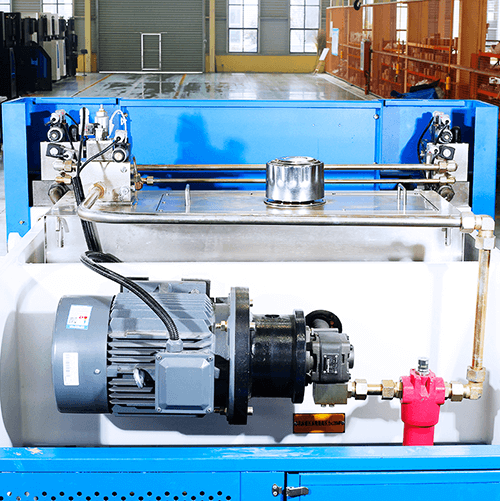
La cause peut être une obstruction de l'orifice d'étranglement et de l'élément de soupape ou une fuite au niveau du joint d'étanchéité du piston du cylindre.
Pour résoudre ce problème, vérifiez si la vanne d'étranglement et l'élément de vanne sont bloqués et nettoyez rapidement les blocages éventuels.
Assurez-vous que l'orifice de remplissage du réservoir d'huile est rempli d'huile hydraulique et que le réservoir est complètement rempli pour évacuer tout gaz.
Vérifier l'étanchéité de la bague d'étanchéité du piston et la remplacer si nécessaire.
Conclusion
Nous avons abordé quelques problèmes courants et des solutions pour les presses plieuses.
Les presses plieuses peuvent poser de nombreux problèmes, qui ne peuvent pas tous être énumérés ici.
Si vous souhaitez de plus amples informations, n'hésitez pas à nous contacter pour obtenir des réponses plus détaillées.
Un entretien adéquat est essentiel pour une utilisation efficace et une durée de vie prolongée d'une presse plieuse.
FAQs
Comment calibrer l'angle de flexion ?
Pour calibrer l'angle de la presse plieuse, il faut d'abord calculer l'angle de la presse plieuse. force de flexion nécessaire pour plier la tôle à l'aide d'une formule de calcul.
Ensuite, il faut calculer la valeur de la pression indiquée (P) et régler la force du volant de la soupape de décharge de manière à ce qu'elle soit légèrement supérieure à la force nécessaire pour plier la plaque métallique.
La distance de la jauge arrière peut être ajustée pour modifier le positionnement pendant le pliage dans le sens de la longueur.
La position du coulisseau peut être ajustée en modifiant les paramètres du contrôleur, et la vitesse du coulisseau peut être modifiée par le commutateur de course.
Le temps de course peut être réglé à l'aide d'un potentiomètre.
Enfin, réglez l'écart entre les outils supérieurs et inférieurs à l'aide du bouton situé en bas à droite de l'établi.
Comment calibrer la jauge arrière ?
Si la barre de jauge arrière est imprécise, elle doit être alignée et calibrée. Pour ce faire, il faut d'abord desserrer les boulons de fixation situés sous la barre de mesure.
Ensuite, réglez les vis avant et arrière et déplacez la roue arrière de la jauge vers l'avant jusqu'à ce qu'elle soit parallèle.
Utilisez une sonde pour vérifier et mesurer les valeurs des côtés gauche et droit.
Ensuite, desserrez les boulons à tête plate avant et arrière et mesurez la valeur pour vous assurer que la butée arrière et la sonde sont parallèles.
Enfin, réglez le point de référence de l'axe X à la bonne taille en programmant les paramètres du contrôleur.
Quels sont les types de méthodes de pliage utilisés sur la presse à plier? ?
La presse plieuse utilise trois méthodes de pliage : cintrage de l'air, pliage du fondet le monnayage.
Dans le cas du cintrage à l'air, le poinçon n'entre en contact avec la plaque qu'au niveau de l'épaulement inférieur de la matrice et plus le poinçon descend, plus l'angle de cintrage devient aigu.
Dans le cas du cintrage par le bas, la partie supérieure du poinçon est en contact avec la plaque de métal, et le tonnage nécessaire est faible, ce qui entraîne un rebond de la plaque.
Un angle aigu doit être utilisé pour obtenir l'angle de flexion requis.
Le pliage de la monnaie est dérivé de la technologie de frappe de la monnaie précédente et nécessite un tonnage très élevé, ce qui fait que la matrice et la plaque sont en contact total.



