プレスブレーキ 曲げ半径、曲げ減点、 曲げ代およびKファクターは、シートメタル加工における重要なパラメーターである。
板金加工は、鋼鉄、アルミニウム、銅、その他の金属板など、通常6mm以下の素材を対象とした総合的な冷間加工プロセスである。
板金加工に関わる技術には、せん断、打ち抜き/切断/複合、曲げ、折り曲げ、溶接、リベット、スプライシング、自動車のボディを作るような成形などがある。
板金加工の特徴は、同じ部品の厚さが一定であることだ。
板金の曲げ加工では、V字やU字に曲げるなど、板金の角度を変える。
板金の曲げ加工には、一般的に2つの方法がある。少量で大量に加工する複雑な構造物に使用される金型曲げ加工。 プレスブレーキ曲げ大きな構造物や小さな出力に使用される。
板金曲げ半径とは?
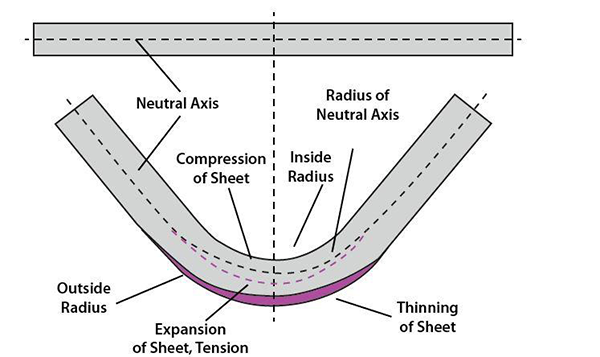
金属材料が曲げられると、外層は引き伸ばされ、内層はその曲げ部分で圧縮される。
内側の曲げ半径が小さいほど、材料にかかる張力と圧縮は大きくなる。
外側の曲げ部にかかる引張応力が材料の極限強度を超えると、亀裂や破断が生じる可能性がある。
金属材料の引張強さと曲げ半径は、どちらも最終加工品の品質に影響する。
高品質な曲げ加工を実現するためには、曲げ半径が小さすぎないように、ワークの構造設計を行う必要がある。
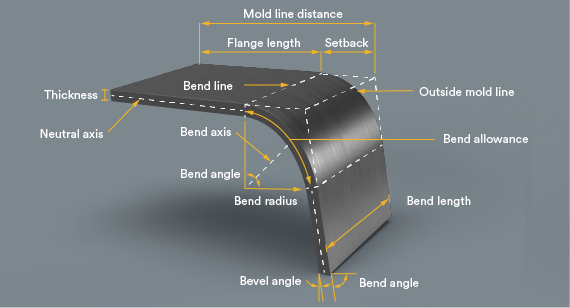
曲げ半径とは、金属板や棒鋼を曲げる際の曲げ軸から板表面までの距離を指す。
これは一般に内部曲げ半径と呼ばれる。
外部曲げ半径は通常、内部曲げ半径とシートの厚さの和に等しい。
板金の曲げ半径は何で決まるのか?
曲げ半径に影響を与える要因は、材料の強度、厚さ、下型の開口幅、トン数など数多くある。
の中で 曲げ加工また、曲げ半径にも影響する。
中立軸の内側は圧縮され、プレートの圧縮に対する抵抗となり、中立軸の外側は引っ張られ、シートの引っ張りに対する抵抗となる。
ワークを取り外すと、残留する圧縮応力と引張応力がスプリングバックを引き起こし、曲げ角度が大きくなる。
硬くて厚い材料はスプリングバックが大きく、予想よりも小さな角度を得るために曲げ過ぎが必要になる。
で 空気曲げ内半径は、60KSI冷延鋼板ではダイス開口幅の約16~20%、ステンレス鋼では20%である。
材料の厚さが6mm未満の場合、内半径は材料の厚さに等しい。
V字型の金型開口部が大きいほど、曲げ半径は大きくなる。
同じV字型ダイスでも、材料の引張強度が高いほど、内半径は大きくなる。
プレスブレーキ曲げ半径の計算
8倍ルールとは、V字型の金型開口部を決定する一般的なガイドラインで、材料の厚さの8倍であるべきことを示唆している。
しかし、シートメタルの理想的な曲げ半径を決定する正確な公式はないが、ある特定の力条件下では、曲げ半径は板厚に等しいと推定できる。
重要なのは、材料の厚さが変わると、この見積もりの精度に影響が出るということです。
V字型のダイの開口部は、材料の厚さの6倍から12倍の範囲にある。
曲げ半径は材料の厚さと密接な関係があります。材料の厚みが6mm未満の場合、曲げ半径は材料の厚みと等しくなります。
材料の厚さが6mmを超え12mm以下の場合、曲げ半径は通常、材料の厚さの1.5倍である。
また、材料の厚さが12mmを超える場合、曲げ半径は材料の厚さの約3倍となる。
これらはあくまでも大まかな目安であり、曲げ半径に影響を与える要因はたくさんあるため、正確な数値を決めるのは難しいということを覚えておくことが大切です。
板厚と曲げ半径が等しいとき、最も理想的な曲げ半径が得られる。
この半径で形成される曲げは、角度と大きさが一定で、スプリングバックも最小限に抑えられる。
結論
曲げ半径は板金曲げにおいて重要な役割を果たし、正しい内半径はワークピースの曲げ品質を保証します。
内半径は、次のような重要なパラメータの算出にも使用できる。 曲げ代 そして 控除を曲げる。
不適切な内半径は、ワークピースの変形や破損につながることさえあります。この記事では、板金曲げの概要を説明します。
を使用している。 ADHプレスブレーキ は、より精密なワークピースの生産に役立ちます。プレスブレーキについて詳しくお知りになりたい方は、お気軽にお問い合わせください。
よくあるご質問
板金の最小曲げ半径とは?
曲げ半径が小さければ、曲げ外側の応力は大きくなり、張力も大きくなる。
プレートは曲げ中に変形したり、ひびが入ったり、割れたりする。
こうした問題を避けるためには、最小曲げ半径に注意を払う必要がある。
曲げ方法、金型、材料の特性が異なるため、ワークによって最小曲げ半径が異なることがあり、正しい値を計算するのは難しい。
しかし、最も完璧な曲げ加工品を得るためには、内半径をできるだけ板厚に近づける必要がある。
延性の高い板を選ぶには、材料の引張強度と硬度が高いほど、大きな半径が必要になる。
ベンド控除の計算式は?
曲げ控除とは、曲げの際に生じる伸びの量を指す。
フランジ全長とフラット全長の差として計算される。