Introducción
Una prensa plegadora es una máquina herramienta utilizada en el conformado de metales para doblar y dar forma a chapas metálicas.
Estas máquinas se utilizan ampliamente en sectores como la construcción, el automóvil, el aeroespacial y otros relacionados con el procesamiento y la fabricación de chapas metálicas.
Las piezas producidas por una prensa plegadora pueden tener diversas formas, desde piezas sencillas a complejas.
El prensa plegable está equipado con varios sistemas de presión, como mecánicos, hidráulicos, eléctricos y neumáticos.
El dispositivo de alimentación ejerce presión sobre el pistón, haciendo que la matriz superior se mueva hacia abajo y presione la placa metálica contra la matriz inferior, completando así el proceso de plegado.
Mediante operaciones de plegado repetidas y precisas, se obtiene la pieza deseada.
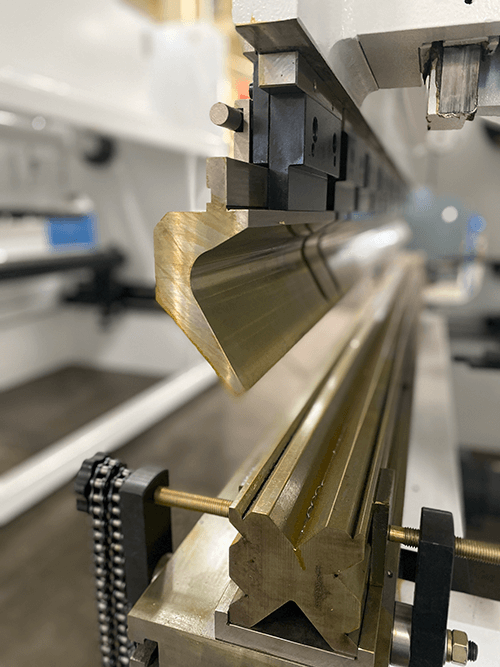
La matriz de la prensa plegadora consta de dos partes: la matriz superior (punzón) y la matriz inferior.
La combinación de estas dos matrices, con sus diferentes formas, actúa sobre la chapa para formar piezas de diversas formas.
Resumen de herramientas y accesorios para prensas plegadoras
Diferentes Tipos de prensa Herramientas de frenado y sus funciones
Los componentes de una prensa plegadora incluyen un conjunto de matriz convencional, una matriz superior (punzón) y una matriz en forma de V.
Es importante elegir una prensa diferente matrices de freno en función del tipo de chapa que se utilice.
Por ejemplo, cuando se trabaja con chapas metálicas que tienen una gran resistencia a la tracción, la matriz también debe tener una dureza equivalente para evitar daños en la matriz o un doblado incorrecto de la chapa.
El grupo de utillaje convencional consta de una matriz superior y otra inferior, que trabajan juntas para doblar la chapa.
El punzón suele estar fabricado con materiales de gran dureza para extruir o cortar eficazmente las placas metálicas.
Del mismo modo, la matriz inferior requiere un material de igual dureza, ya que el punzón presionará la chapa contra ella.
La matriz superior (punzón) de la plegadora puede tener formas y ángulos especiales para producir piezas con formas específicas.
Estos punzones especiales incluyen punzones estándar, punzones de cuello de cisne, punzones de faja, punzones de flecha, punzones agudos y otros.
Las matrices de las prensas plegadoras suelen ser de acero templado, como el acero al cromo-molibdeno, para evitar el agrietamiento del punzón causado por una presión excesiva o la dureza de la placa.
El uso de materiales de gran dureza también contribuye a garantizar la durabilidad del punzón.
La matriz inferior de una prensa plegadora puede clasificarse en cuatro tipos: la matriz en forma de V, la matriz en forma de U, la matriz simple y la matriz doble.
Las matrices en V y en U están fabricadas con el mismo material que el punzón y son conocidas por su durabilidad y gran dureza.
El tamaño de la abertura de la matriz en V influye en la elección del radio de curvado de la pieza y en el método de curvado.
La ranura de la matriz inferior está diseñada para encajar en la matriz superior, lo que permite fijar y moldear la chapa de forma segura en la forma final de la pieza.
Los punzones y las matrices son las principales herramientas utilizadas en una prensa plegadora.
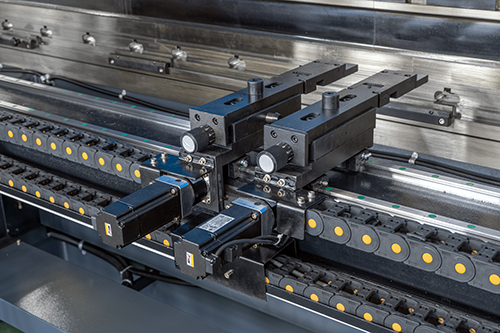
Además de éstas, la prensa plegadora también dispone de otras herramientas auxiliares esenciales, como el calibrador trasero, la herramienta de sujeción y la cremallera de soporte.
Otros componentes de la plegadora trabajan conjuntamente para garantizar la precisión de la posición, el ángulo y la velocidad de plegado, lo que se traduce en una mayor precisión y calidad de la pieza final.
Uso de herramientas y accesorios de prensas plegadoras de alta calidad
La importancia de utilizar punzones para prensas plegadoras troqueles y accesorios son evidentes.
Estos componentes pueden mejorar la precisión de las piezas proporcionando troqueles precisos para prensas plegadoras y otros accesorios.
El material para punzones y matrices debe ser lo suficientemente resistente para soportar el desgaste y las roturas.
Los materiales de calidad de las herramientas también pueden prolongar su vida útil y evitar deformaciones.
Las herramientas de alta calidad garantizan la calidad de la pieza doblada, reduciendo los errores en el producto final.
Esto, a su vez, mejora la eficacia de la producción de prensas plegadoras y reduce los costes de producción.
Las matrices con un alto nivel de coincidencia y calidad son muy eficaces en el plegado de chapas.
Los accesorios avanzados y de alta calidad pueden mejorar la velocidad de plegado, la precisión y la calidad del producto final.
Por ejemplo, el posicionamiento preciso del tope trasero y de cada eje puede mejorar la precisión de la longitud de la brida y el tamaño de la pieza.
Los dispositivos hidráulicos de calidad pueden proporcionar una carrera consistente y eliminar los ángulos de flexión causados por una velocidad inconsistente.
El uso de herramientas y accesorios de alta calidad garantiza la calidad de plegado de la prensa plegadora y prolonga la vida útil de la máquina.
Así se garantiza la calidad del producto, se mejora la eficacia de la producción y se reducen los costes de producción.
Herramientas y accesorios comunes para prensas plegadoras
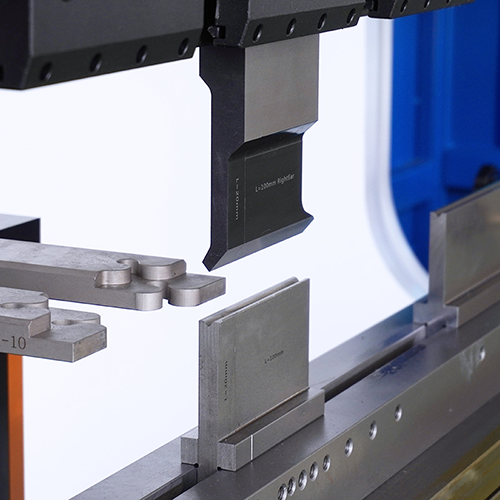
Troqueles y punzones para prensas plegadoras
La matriz de la plegadora se divide en dos partes, la matriz superior y la inferior, que trabajan juntas para doblar la chapa.
El troquel superior puede dividirse a su vez en varios tipos, como ángulo recto, ángulo agudo, ángulo obtuso, troquel de cuello de cisne, troquel estándar y otros.
La matriz inferior, por su parte, consta de diferentes tipos, como la matriz en forma de V, las matrices en forma de U, la matriz de ranura simple y la matriz de ranura doble.
La matriz superior, accionada por el pistón, presiona la chapa metálica contra la matriz inferior, dándole la forma deseada.
La matriz suele ser de acero de gran dureza para evitar roturas.
Medidores de ángulos y transportadores para medir ángulos de curvatura
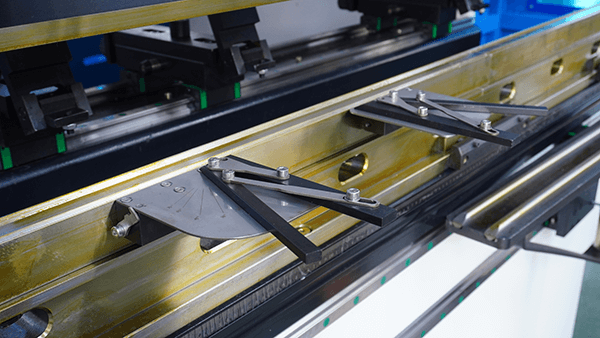
En el curvado de chapas metálicas, las herramientas utilizadas para medir el ángulo de curvatura se denominan medidores de ángulo y transportadores.
Los punzones y matrices de la prensa plegadora se utilizan para dar forma a las chapas metálicas en diversos ángulos y formas.
Para garantizar la precisión del ángulo de flexión, pueden emplearse medidores de ángulo y transportadores.
Corrige el ángulo de flexión y verifica su exactitud utilizando las galgas angulares y los transportadores.
Existen varios tipos de medidores de ángulos y transportadores, normalmente fabricados en acero como soporte.
Lubricación de prensas plegadoras
La utilización de lubricantes puede reducir el desgaste causado por el uso prolongado de las matrices y los componentes de la plegadora.
Los lubricantes utilizados para la prensa plegadora consisten en aceite de corte, grasa y cera.
Los lubricantes pueden mejorar la eficacia de plegado y prolongar la vida útil de la plegadora.
Dispositivos de protección de seguridad
Para proteger al operario de cualquier daño durante el plegado, la prensa plegadora debe estar equipada con dispositivos de seguridad y protección.
Estos dispositivos de protección incluyen vallas protectoras, guantes y otros equipos de protección individual.
Además, hay dispositivos de protección especializados instalados en las partes operativas de la plegadora.
La pinza de freno de la prensa plegadora está equipada con una placa protectora que actúa como componente de frenado térmico. El contacto con este componente puede provocar lesiones al operario.
Conclusión
Este blog pretende presentarle los herramientas para prensas plegadoras y destacar la importancia de utilizar herramientas de alta calidad.
Las herramientas utilizadas en una máquina plegadora incluyen punzones y matrices, un calibrador, un transportador, un dispositivo hidráulico y un dispositivo de protección, entre otros.
Las herramientas de plegado de alta calidad son un componente esencial de una plegadora de alto rendimiento.
A largo plazo, la elección de una prensa plegadora con un precio moderado pero de alta calidad puede reducir eficazmente los costes de producción.
Las plegadoras fabricadas por ADH son de gran calidad, ofrecen un rendimiento excepcional y tienen un precio rentable.
Si necesita más información sobre la plegadora ADH, nuestros expertos en productos están a su disposición para ayudarle.
Preguntas Frecuentes
¿Cómo se configura una plegadora?
Antes de instalar utillaje para prensas plegadorases importante revisar a fondo los planos.
Familiarícese con las características y el grosor del material que va a doblar, incluidos el tamaño de la brida, la tolerancia, el ángulo de doblado, el radio y otros parámetros relevantes.
Una vez que conozca bien el material, determine el método de curvado, ya sea curvado por aire, flexión inferioro acuñación.
A continuación, calcule el tonelaje necesario para el proceso de plegado, ya que cada método requiere una cantidad de fuerza diferente.
A continuación, determine el número de punzones y matrices que deben instalarse. A continuación, alinee e instale las matrices superior e inferior.
Coloque el punzón en la fijación y fíjelo en su sitio. A continuación, instale el troquel inferior, pero no lo apriete demasiado. Manténgalo suelto.
Baje el punzón, encájelo en la matriz inferior y asegúrese de que las matrices superior e inferior están alineadas y juntas.
Por último, apriete los tornillos y las abrazaderas para fijar los troqueles superior e inferior.



