La presse plieuse à commande numérique est une sorte de presse plieuse contrôlée par un système à commande numérique.
CNC presse plieuse peut plier des tôles en différents profils.
La précision et la quantité de cintrage sont liées au système synchrone, au système hydraulique et à la jauge arrière.
La fonction de ces composants de la presse plieuse est influencée par le nombre d'axes de la presse plieuse.
Cet article présente la fonction et le principe de fonctionnement des axes de la presse plieuse.
Quels sont les axes de la presse plieuse? ?
Le système CNC contrôle le mouvement des axes de la presse plieuse.
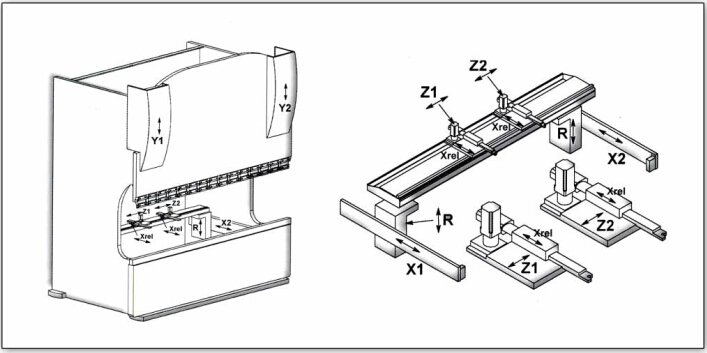
Les axes de la presse plieuse sont nommés en fonction de leur position dans les coordonnées spatiales.
L'axe de la presse plieuse désigne les éléments mécaniques qui contrôlent le mouvement des différentes pièces de la presse plieuse.
Ces mouvements peuvent être de haut en bas, d'avant en arrière, de gauche à droite, et même inclure le réglage fin de l'angle de pliage de la tôle.
Le mouvement précis de l'axe assure la position et l'angle exacts du métal dans la presse plieuse, facilitant ainsi l'opération de pliage précise.
La précision requise pour la pièce à usiner détermine le nombre d'axes nécessaires à la presse plieuse.
En règle générale, un Presse plieuse CNC possède au moins trois groupes d'axes de contrôle : Y1/Y2, X et R.
Ils sont utilisés pour contrôler le mouvement de la jauge arrière, du coulisseau et d'autres pièces.
Une presse plieuse à arbre de torsion peut être utilisée pour plier des pièces simples avec au moins deux axes, qui sont utilisés pour contrôler l'axe Y du coulisseau et l'axe X de la butée arrière.
La presse plieuse la plus simple n'a besoin que d'un axe Y pour contrôler le mouvement de montée et de descente du coulisseau.
La précision et la répétabilité du mouvement de l'axe Y déterminent la précision de l'angle de flexion.
Le système de commande utilise des axes pour contrôler le mouvement des différentes pièces, ce qui permet de contrôler l'angle de pliage et la taille.
Qu'est-ce que la jauge arrière sur la presse plieuse ?
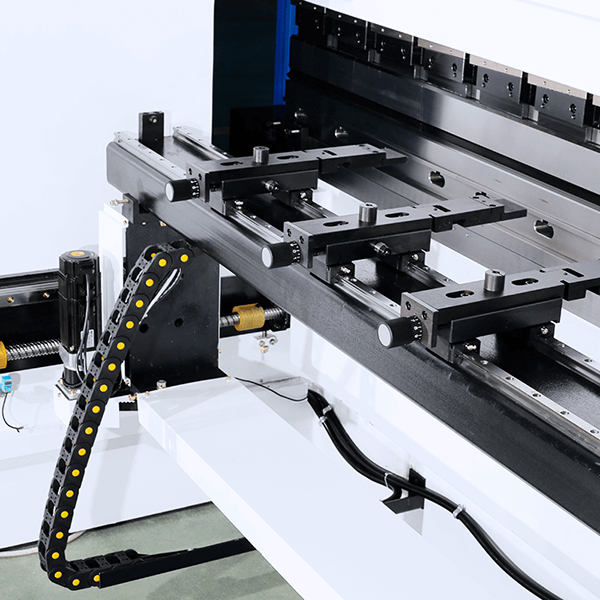
La butée arrière de la presse plieuse est un composant qui permet de positionner et d'aligner la tôle avant son pliage. Elle se situe à l'arrière de l'outil de pliage et se déplace le long de l'axe X.
La butée arrière est composée d'une série de doigts d'arrêt et de blocs, qui peuvent être réglés à l'endroit souhaité en fonction de la longueur de cintrage requise. Ces doigts peuvent être actionnés manuellement, électriquement ou par un système CNC.
La jauge arrière a pour but d'assurer la consistance et la position exacte de la tôle lors du pliage.
Il permet d'obtenir un angle de pliage, une longueur et une forme géométrique précis en contrôlant la profondeur et la position entre la tôle et l'outil de pliage.
Il joue un rôle primordial dans l'amélioration de l'efficacité de la productivité, la réduction du temps de réglage de l'équipement et la garantie de la répétabilité des opérations de pliage.
Il élimine la nécessité d'une mesure manuelle et d'un contrôle, ce qui permet de réaliser un processus de pliage cohérent et efficace.
Dans les systèmes de presses plieuses modernes, la jauge arrière peut être intégrée à l'unité de commande. Contrôleur de frein de presse pour assurer le positionnement et le contrôle automatiques. Cette intégration permet une coopération transparente entre la butée arrière et l'axe de la presse plieuse, ce qui facilite la précision des opérations de pliage ainsi que la précision et la répétabilité du pliage.
La jauge arrière est contrôlée par le système de commande CNC afin de positionner la tôle avec précision.
En règle générale, une jauge arrière comporte au moins un axe, et les systèmes plus avancés peuvent comporter jusqu'à six axes.
Un moteur distinct commande chaque axe pour qu'il glisse d'avant en arrière dans une direction spécifique.
La vis à billes, la courroie synchrone et les axes réalisent ensemble un mouvement synchrone.
Ces actions répétitives et précises garantissent la précision de chaque lot de pièces.
Les capteurs optiques et la programmation CNC sur la presse plieuse peuvent également être utilisés pour le positionnement.
Relation entre la butée arrière et l'axe
La butée arrière de la presse plieuse est étroitement liée à l'axe de la presse plieuse et assure mutuellement la précision de l'opération de pliage.
L'axe de la presse plieuse fait référence aux différents axes de déplacement à l'intérieur de la presse plieuse, tels que l'axe X, l'axe Y, l'axe Z et l'axe R.
Ces axes contrôlent le positionnement de l'outil de pliage et le mouvement de la tôle pendant le processus de pliage.
D'autre part, la position et la hauteur de la butée arrière peuvent être contrôlées en ajustant l'axe de la presse plieuse.
En contrôlant la position de l'axe Y et de l'axe X, la butée arrière peut être alignée avec la pièce, ce qui permet de garantir la précision et la cohérence du pliage.
De nos jours, la butée arrière et la presse plieuse sont généralement intégrées et contrôlées par un système CNC. Cette intégration permet un positionnement automatique et un contrôle précis entre l'axe de la presse plieuse et la jauge arrière, ce qui permet d'obtenir un processus de pliage efficace et précis.
Principaux groupes d'axes contrôlés
Axe Y
L'axe Y représente l'axe vertical sur lequel la presse plieuse se déplace dans le sens de la profondeur.
L'axe Y contrôle la partie la plus importante du coulisseau de la presse plieuse.
Le vérin entraîne la matrice pour exercer une pression sur la plaque métallique par un mouvement de haut en bas.
En cintrage de l'airLe mouvement de montée et de descente de la poutre supérieure devient stable et uniforme sous l'effet de l'axe Y.
L'axe Y peut être divisé en axe Y1 et axe Y2, qui se trouvent respectivement au sommet des deux montants.
Y1 et Y2 contrôlent le mouvement de montée et de descente des cylindres des deux côtés de la presse plieuse.
Le mouvement de montée et de descente de la poutre supérieure devient stable et uniforme sous l'effet de l'axe Y.
Y1 et Y2 sont les axes de commande en boucle fermée des cylindres gauche et droit respectivement.
Y1 et Y2 peuvent également régler indépendamment le niveau de la poutre supérieure.
Y1:axe de contrôle du cylindre gauche en boucle fermée complète
Y2 : axe de contrôle du cylindre droit en boucle fermée complète
Haches sur la jauge du dos :
La jauge arrière détermine la précision de pliage de la pièce.
Plus la pièce est complexe, plus le nombre d'axes nécessaires pour la butée arrière est important.
Il y aura au maximum 6 axes sur la jauge arrière, et ces axes auront différentes variantes.
Chaque axe dispose d'un moteur d'entraînement distinct pour garantir la précision du positionnement.
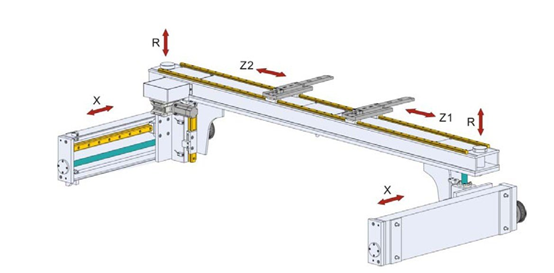
Axe X
L'axe X contrôle principalement le mouvement avant et arrière de la jauge arrière.
L'axe des X est un axe très important dans la processus de pliagequi détermine la longueur de la bride de la pièce.
Lorsque la tôle est poussée vers la jauge arrière, le doigt de butée sur l'axe X positionne la tôle.
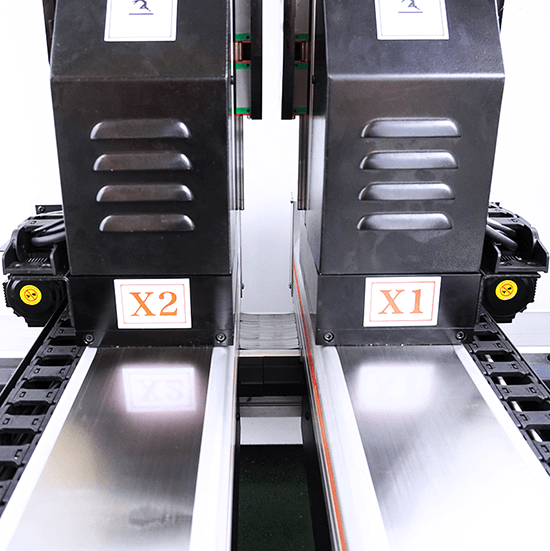
La largeur de déplacement de l'axe X de la presse plieuse est fixe, mais elle peut être divisée en axes X1 et X2.
Les axes X1 et X2 permettent aux doigts d'arrêt de la butée arrière de se déplacer d'avant en arrière indépendamment sur les côtés gauche et droit.
L'axe X contrôle le mouvement vers l'avant et vers l'arrière de la jauge arrière.
Tant que la tôle entre dans la jauge arrière, le doigt d'arrêt peut positionner la plaque avec précision.
X1 est l'axe de déplacement avant et arrière du doigt d'arrêt gauche, et X2 est l'axe de déplacement avant et arrière du doigt d'arrêt droit.
Les axes X1 et X2 permettent de mesurer la longueur de la bride de la pièce en cours de formation.
X1 : axe de déplacement en va-et-vient du doigt d'arrêt gauche
X2 : axe de déplacement en va-et-vient du doigt d'arrêt droit
Axe R
L'axe R contrôle le mouvement vers le haut et vers le bas de la butée arrière et du doigt d'arrêt.
La hauteur de l'axe R peut être réglée automatiquement en fonction de la hauteur des matrices. L'axe R est divisé en R1 et R2.
Les deux axes peuvent se déplacer vers le haut et vers le bas indépendamment sur les côtés gauche et droit.
En fonction de la complexité de la pièce, les deux axes peuvent être positionnés à des distances différentes.
L'axe R peut également positionner la bride pliée qui s'est déplacée sous le plan de pliage.
R1 : doigt d'arrêt gauche, axe de déplacement vers le haut et vers le bas
R2 : doigt d'arrêt droit axe de déplacement vers le haut et vers le bas
Axe Z
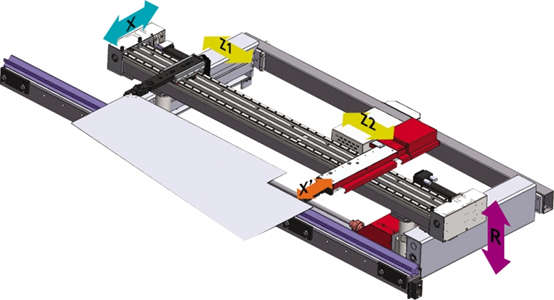
L'axe Z contrôle le mouvement gauche et droit de la butée arrière de la presse plieuse.
L'axe Z est utile lorsque le pliage d'une pièce nécessite plusieurs étapes et cycles de pliage.
Les axes Z1 et Z2 peuvent être positionnés indépendamment par programmation.
Le positionnement avec l'axe Z peut améliorer la précision et l'efficacité du pliage.
Le positionnement de l'axe Z fournit un support uniforme pour le pliage de tôles plus longues.
Le mouvement de l'axe Z détermine la position horizontale de la butée arrière afin de répondre aux exigences de largeur et de position horizontale des différentes pièces.
Z1 : doigt d'arrêt gauche axe de déplacement gauche et droit
Z2 : doigt d'arrêt droit axe de déplacement gauche et droit
Autres axes sur la presse plieuse
Dans le domaine de la fabrication métallique de pointe, la presse plieuse joue un rôle essentiel. Outre les axes communs mentionnés ci-dessus, les presses plieuses modernes sont équipées de nombreux autres axes pour améliorer le contrôle et la flexibilité. Il s'agit notamment de l'axe V, de l'axe L et de l'axe Delta X.
Axe V comporte une fonction spécifique qui introduit le concept de couronnement compensation.
Lors du pliage d'une longue pièce de métal, le centre a généralement tendance à s'incliner en raison de la pression exercée par le frein, ce qui entraîne un effet de pliage imparfait.
Afin de l'éliminer, l'axe V ajuste le banc de la machine et compense la déflexion pour assurer un pliage précis et rectiligne sur toute la longueur du matériau.
Axe L contrôle le mouvement horizontal de la jauge arrière.
Ce mouvement de gauche à droite augmente la flexibilité de la manipulation de tôles plus larges ou du pliage décentré.
Il apporte une grande flexibilité à l fonctionnement de la presse plieusesurtout lorsqu'il s'agit d'accessoires complexes et d'informations précises opération de pliages.
Enfin, le Axe Delta X contrôle le mouvement indépendant des doigts de la butée arrière, ce qui permet à chaque doigt de se déplacer indépendamment et offre des avantages considérables pour les opérations de pliage complexes ou les pièces asymétriques.
En ajustant l'emplacement de chaque doigt indépendamment, l'axe Delta X peut réaliser des pliages de haute précision dans des tâches de fabrication complexes et personnalisées.
Ces axes offrent surtout une précision et une exactitude accrues dans les domaines suivants fonctionnement de la presse plieuse.
La compréhension de leurs fonctions et l'optimisation de leur utilisation peuvent grandement améliorer l'efficacité, la précision et les performances globales du pliage et de la fabrication des métaux.
Avec le développement constant de la technologie, de nombreux axes et fonctions avancés seront introduits pour repousser les limites du domaine de la fabrication métallique.
Comment choisir une presse plieuse multiaxe ?
Le nombre d'axes de la presse plieuse détermine la complexité et la précision de la pièce.
Toutefois, plus le nombre d'axes est élevé, plus le coût d'acquisition de la machine est important.
S'il n'y a pas d'exigences complexes en matière de pliage, seule une presse plieuse de base à 3 ou 4 axes est nécessaire.
Si des pièces complexes et précises doivent être traitées, plus le nombre d'axes est élevé, meilleur est l'effet de pliage.
Conclusion
La précision de pliage d'une presse plieuse est déterminée par le mouvement de ses axes.
Une presse plieuse doit avoir au moins un axe Y pour contrôler le mouvement de montée et de descente du coulisseau.
L'axe Y est l'axe le plus important car il contrôle l'angle de flexion de la pièce.
La presse plieuse la plus courante est la configuration à 3 axes, qui est équipée des axes Y1/Y2, X et R.
Lors de l'achat d'une presse plieuse, il est important de choisir le nombre d'axes approprié en fonction de la complexité de la pièce à usiner.
ADH est un professionnel fabricant de presses plieuses. Nos experts produits peuvent vous aider à choisir la presse plieuse la plus adaptée à votre budget.




