O travão de prensa CNC é uma espécie de travão de prensa controlado por um sistema CNC.
CNC freio de imprensa pode dobrar chapas metálicas em vários perfis.
A precisão e quantidade da flexão estão relacionadas com o sistema síncrono, o sistema hidráulico e o medidor traseiro.
A função destes componentes do travão de prensa é afectada pelo número de eixos do travão de prensa.
Este artigo irá introduzir a função e o princípio de funcionamento dos eixos de travagem da prensa.
O que são os Eixos na Imprensa Brake?
O sistema CNC controla o movimento dos eixos de travagem da prensa.
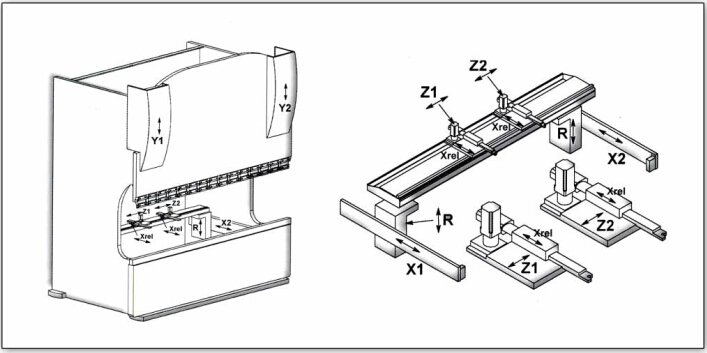
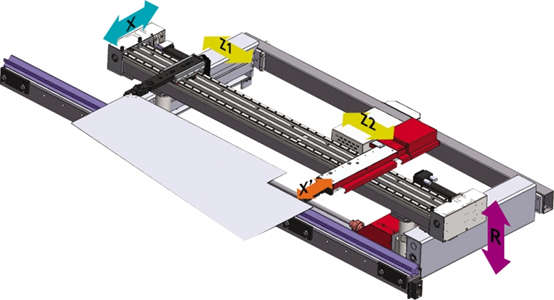
Os eixos do travão de prensa são nomeados com base na sua posição nas coordenadas espaciais.
O eixo da prensa dobradeira refere-se aos elementos mecânicos que controlam o movimento das diferentes peças da prensa dobradeira.
Estes movimentos podem incluir movimentos para cima e para baixo, para a frente e para trás, para a esquerda e para a direita, incluindo até o ajuste fino do ângulo de dobragem da chapa metálica.
O movimento preciso do eixo assegura a posição e o ângulo exactos do metal na prensa dobradeira, facilitando a operação de dobragem precisa.
A precisão necessária para a peça de trabalho determina o número de eixos necessários para o travão de prensa.
Tipicamente, um Travão de prensa CNC tem pelo menos três grupos de eixos de controlo: Eixos Y1/Y2, X, e R.
Estes são utilizados para controlar o movimento do calibre traseiro, do carneiro, e de outras peças.
Um travão de torção de eixo pode ser utilizado para dobrar peças simples com pelo menos dois eixos, que são utilizados para controlar o eixo Y do carneiro e o eixo X do calibre traseiro.
O travão de prensa mais simples só precisa de um eixo Y para controlar o movimento de subida e descida do carneiro.
A precisão e repetibilidade do movimento do eixo Y determinam a precisão do ângulo de flexão.
O sistema de controlo utiliza eixos para controlar o movimento de diferentes peças, controlando assim o ângulo e o tamanho da dobra.
O que é o medidor de dorso no travão de imprensa?
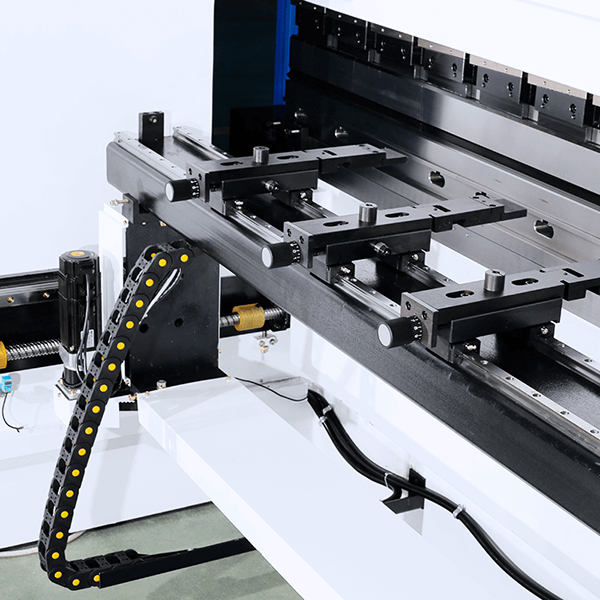
O calibre traseiro da prensa dobradeira é um componente que ajuda a posicionar e alinhar a chapa metálica antes da sua dobragem. Localiza-se na parte traseira da ferramenta de dobragem e move-se ao longo do eixo X.
O calibre traseiro é composto por uma série de dedos de paragem e blocos, que podem ser ajustados para a localização desejada com base no comprimento de dobragem necessário. Estes dedos podem ser accionados por um sistema manual, elétrico ou CNC.
O calibre traseiro visa garantir a consistência e a posição exacta da chapa metálica ao ser dobrada.
E realiza o ângulo de curvatura preciso, o comprimento e a forma geométrica através do controlo da profundidade e da posição entre a chapa metálica e a ferramenta de curvatura.
Desempenha um papel fundamental na melhoria da eficiência da produtividade, diminuindo o tempo de configuração do equipamento e assegurando a repetibilidade das operações de quinagem.
Elimina a necessidade de medições e suspeitas manuais, realizando assim um processo de dobragem consistente e eficiente.
Nos sistemas de prensagem modernos, o calibre traseiro pode ser integrado com o controlador do travão de prensa para realizar o posicionamento e o controlo automáticos. Esta integração oferece uma cooperação perfeita entre o calibre traseiro e o eixo da prensa dobradeira, facilitando uma operação de dobragem exacta e uma dobragem precisa e repetível.
O calibre traseiro é controlado pelo sistema de controlo CNC para posicionar com precisão a chapa metálica.
Tipicamente, um medidor traseiro terá pelo menos um eixo, e os sistemas mais avançados podem ter até seis eixos.
Um motor separado faz deslizar cada eixo para trás e para a frente numa direcção específica.
Fuso de esferas, correia síncrona e eixos realizam movimentos síncronos em conjunto.
Estas acções repetitivas precisas garantem a precisão de cada lote de peças de trabalho.
Os sensores ópticos e a programação CNC no travão de prensa também podem ser utilizados para posicionamento.
Relação entre o gabarito traseiro e o eixo
O calibre traseiro do travão de prensa está intimamente relacionado com o eixo do travão de prensa, assegurando mutuamente a operação de dobragem exacta e precisa.
O eixo do travão de prensa refere-se a diferentes eixos móveis no interior do travão de prensa, tais como o eixo X, o eixo Y, o eixo Z e o eixo R.
Estes eixos controlam o posicionamento da ferramenta de dobragem e o movimento da chapa metálica durante o processo de dobragem.
Por outro lado, a posição e a altura do calibre traseiro podem ser controladas através do ajuste do eixo da prensa dobradeira.
Através do controlo da posição do eixo Y e do eixo X, o medidor traseiro pode ser alinhado com a peça, garantindo assim a precisão e a consistência da dobragem.
Atualmente, o calibre traseiro e a prensa dobradeira são normalmente integrados e controlados por um sistema CNC. Esta integração permite o posicionamento automático e o controlo preciso entre o eixo da prensa dobradeira e o calibre do dorso, obtendo-se um processo de dobragem eficiente e exato.
Principais Grupos de Eixos Controlados
Eixo Y
O eixo Y representa o eixo vertical em que a prensa dobradeira se desloca na direção da profundidade.
O eixo Y controla a parte mais importante do travão de prensa.
O carneiro conduz o molde para exercer pressão sobre a placa metálica através do movimento para cima e para baixo.
Em flexão de arO movimento de subida e descida da viga superior torna-se estável e uniforme, impulsionado pelo eixo Y.
O eixo Y pode ser dividido em eixo Y1 e eixo Y2, que se encontram respectivamente no topo dos dois montantes.
Y1 e Y2 controlam o movimento para cima e para baixo dos cilindros em ambos os lados do travão de prensa.
O movimento para cima e para baixo do feixe superior torna-se estável e uniforme, impulsionado pelo eixo Y.
Y1 e Y2 são eixos de controlo de ciclo fechado completo dos cilindros esquerdo e direito, respectivamente.
Y1 e Y2 podem também ajustar independentemente o nível do feixe superior.
Y1:eixo de controlo em circuito fechado total do cilindro esquerdo
Y2: eixo de controlo de ciclo fechado completo do cilindro direito
Machados na bitola traseira:
O calibre traseiro determina a precisão da dobragem da peça.
Quanto mais complexa for a peça, mais eixos são necessários para o gabarito traseiro.
Haverá no máximo 6 eixos na bitola traseira, e estes eixos terão diferentes variantes.
Cada eixo tem um motor de accionamento separado para assegurar a precisão de posicionamento.
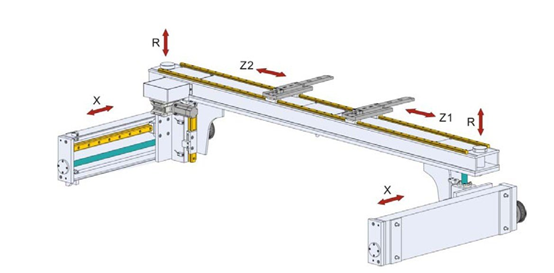
Eixo X
O eixo X controla principalmente o movimento para a frente e para trás do gabarito.
O eixo X é um eixo muito importante na processo de dobragem, que determina o comprimento do flange da peça de trabalho.
Quando a chapa de metal é empurrada para o medidor traseiro, o dedo de paragem no eixo X posicionará a chapa de metal.
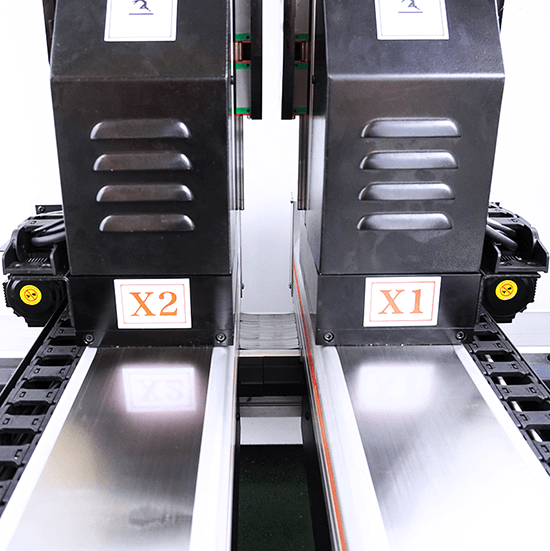
A largura móvel do eixo X no travão de prensa é fixa, mas pode ser dividida em eixos X1 e X2.
Os eixos X1 e X2 permitem que os dedos de paragem do medidor traseiro se movimentem independentemente para trás e para a frente, do lado esquerdo e direito.
O eixo X controla o movimento para a frente e para trás do gabarito traseiro.
Desde que a chapa entre no medidor traseiro, o dedo de paragem pode posicionar com precisão a placa.
X1 é o eixo de movimento para a frente e para trás do dedo de paragem esquerdo, e X2 é o eixo de movimento para a frente e para trás do dedo de paragem direito.
Os eixos X1 e X2 podem medir o comprimento do flange da peça a ser formada.
X1: eixo de deslocação do dedo de paragem esquerdo para a frente e para trás
X2: eixo de deslocação do dedo de paragem direito para a frente e para trás
Eixo R
O eixo R controla o movimento para cima e para baixo do medidor de dorso e do dedo de paragem.
A altura do eixo R pode ser ajustada automaticamente de acordo com a altura dos moldes. O eixo R é dividido em R1 e R2.
Os dois eixos podem mover-se independentemente para cima e para baixo do lado esquerdo e direito.
Consoante a complexidade da peça, os dois eixos podem ser posicionados a diferentes distâncias.
O eixo R também pode posicionar a flange dobrada que se movia sob o plano de dobragem.
R1: dedo de paragem esquerdo para cima e para baixo do eixo móvel
R2: dedo de paragem direito do eixo móvel para cima e para baixo
Eixo Z
O eixo Z controla o movimento esquerdo e direito do manómetro traseiro do travão de prensa.
O eixo Z é útil quando a dobragem de uma peça requer múltiplas etapas e ciclos de dobragem.
Os eixos Z1 e Z2 podem ser posicionados de forma independente através de programação.
O posicionamento com o eixo Z pode melhorar a precisão e a eficácia da dobragem.
O posicionamento no eixo Z proporciona um suporte uniforme para chapas de metal com curvatura mais longa.
O movimento do eixo Z determina a posição horizontal do gabarito traseiro para acomodar os requisitos de largura e posição horizontal de diferentes peças de trabalho.
Z1: dedo de paragem esquerdo eixo móvel esquerdo e direito
Z2: dedo de paragem à direita eixo móvel esquerdo e direito
Outros Eixos no Freio de Imprensa
No domínio do fabrico avançado de metais, a prensa dobradeira desempenha um papel fundamental. Para além dos eixos comuns acima referidos, existem muitos eixos adicionais que as prensas dobradeiras modernas equiparam para aumentar o controlo e a flexibilidade. Tais como o eixo V, o eixo L e o eixo Delta X.
Eixo V apresenta uma função específica que introduz o conceito de coroamento indemnização.
Ao dobrar uma peça longa de metal, o centro tende normalmente a curvar-se devido à pressão causada pelo travão, o que provoca um efeito de dobragem imperfeito.
Para o eliminar, o eixo V ajusta a base da máquina e compensa a deflexão para garantir a curvatura precisa e rectilínea de todo o comprimento do material.
Eixo L controla o movimento horizontal do gabarito traseiro.
Este movimento para a esquerda e para a direita aumenta a flexibilidade de manuseamento de chapas metálicas mais largas ou de dobragem descentrada.
Acrescenta muita flexibilidade ao funcionamento da prensa dobradeiraespecialmente quando se trata de acessórios complexos e precisos operação de dobragems.
Finalmente, o Eixo X delta controla o movimento independente dos dedos do calibre posterior, o que permite que cada dedo se mova de forma independente e proporciona enormes vantagens para operações de dobragem complexas ou peças assimétricas.
Ao ajustar a localização de cada dedo de forma independente, o eixo Delta X pode alcançar uma dobragem de alta precisão em tarefas de fabrico complexas e personalizadas.
Acima de tudo, estes eixos oferecem maior precisão e exatidão em funcionamento da prensa dobradeira.
Compreender as suas funções e como otimizar a sua utilização pode melhorar significativamente a eficiência, a precisão e o desempenho geral na dobragem e fabrico de metais.
Com o constante desenvolvimento da tecnologia, muitos eixos e funções avançados serão introduzidos para aumentar as possibilidades no domínio do fabrico de metais.
Como escolher o travão de imprensa multi-eixo
O número de eixos do travão de prensa determina a complexidade e precisão da peça a trabalhar.
Contudo, quanto mais eixos, mais elevado é o custo de aquisição de máquinas.
Se não houver requisitos de flexão complexos, só é necessário um freio de pressão básico de 3 eixos ou 4 eixos.
Se for necessário processar peças complexas e precisas, quanto maior for o número de eixos, melhor será o efeito de flexão.
Conclusão
A precisão da flexão de um travão de prensa é determinada pelo movimento dos seus eixos.
Um travão de pressão deve ter pelo menos um eixo Y para controlar o movimento para cima e para baixo do carneiro.
O eixo Y é o eixo mais importante porque controla o ângulo de flexão da peça de trabalho.
O travão de imprensa mais comum é a configuração de 3 eixos, que está equipada com eixos Y1/Y2, X, e R.
Ao comprar um travão de prensa, é importante seleccionar o número adequado de eixos com base na complexidade da peça.
ADH é um profissional fabricante de prensas de travagem. Os nossos especialistas em produtos podem ajudá-lo a selecionar a prensa dobradeira mais adequada ao seu orçamento.




