CNCプレスブレーキは、CNCシステムによって制御されるプレスブレーキの一種です。
CNC プレスブレーキ シートメタルをさまざまな形状に折り曲げることができる。
曲げ精度と曲げ量は、同期システム、油圧システム、バックゲージに関係している。
これらのプレスブレーキ部品の機能は、プレスブレーキ軸の数に影響されます。
この記事では、プレスブレーキ軸の機能と動作原理を紹介します。
プレスブレーキの軸とは?
CNCシステムはプレスブレーキの軸の動きを制御する。
プレスブレーキの軸は、空間座標における位置に基づいて命名される。
プレスブレーキの軸は、プレスブレーキの異なる部品の動きを制御する機械要素を指します。
これらの動きには、上下運動、前後運動、左右運動が含まれ、金属板の曲げ角度の微調整も含まれる。
軸の正確な動きは、プレスブレーキ内の金属の正確な位置と角度を保証し、正確な曲げ作業を容易にします。
ワークピースに要求される精度によって、プレスブレーキに必要な軸の数が決まります。
一般的に CNCプレスブレーキ には少なくとも3つの制御軸グループがある:Y1/Y2、X、R軸。
これらはバックゲージ、ラム、その他の部品の動きを制御するために使用される。
トーションシャフトプレスブレーキは、ラムのY軸とバックゲージのX軸を制御するために使用される少なくとも2つの軸を持つ単純なワークを曲げるために使用することができます。
最も単純なプレスブレーキは、ラムの上下運動を制御するY軸だけが必要です。
Y軸運動の精度と再現性が、曲げ角度の精度を決定する。
制御システムは、軸を使用してさまざまな部品の動きを制御し、それによって曲げ角度とサイズを制御する。
プレスブレーキのバックゲージとは?
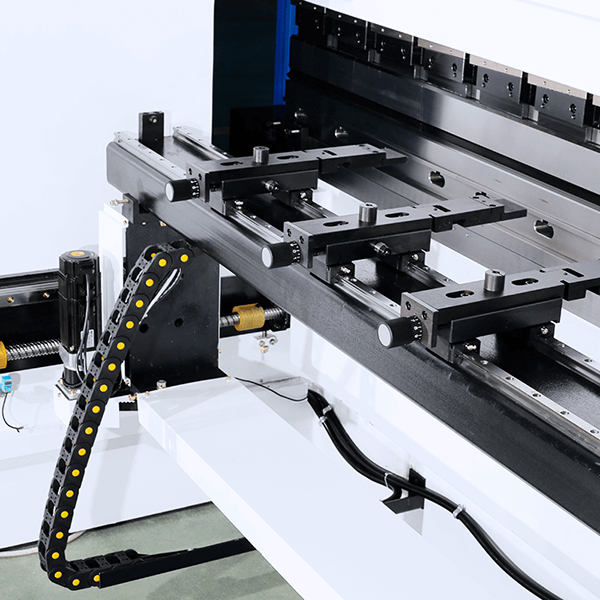
プレスブレーキのバックゲージは、曲げ加工前の金属板の位置決めや位置合わせを行うための部品です。曲げ工具の後部に位置し、X軸に沿って移動します。
バックゲージは、一連のストップフィンガーとブロックで構成されており、必要な曲げ長さに応じて任意の位置に調整することができます。これらのフィンガーは、手動、電動、またはCNCシステムで操作できます。
バックゲージの目的は、金属板を曲げる際の安定性と正確な位置を確保することです。
また、金属板と曲げ工具の間の深さと位置を制御することにより、正確な曲げ角度、長さ、幾何学的形状を実現します。
生産効率を向上させ、設備設定時間を短縮し、曲げ作業の再現性を確保する上で最も重要な役割を果たす。
手作業による測定や検査が不要になり、一貫した効率的な曲げ加工が実現します。
最新のプレスブレーキシステムでは、バックゲージは プレスブレーキコントローラ 自動位置決めと制御を実現します。この統合により、バックゲージとプレスブレーキ軸のシームレスな連携が実現し、正確な曲げ作業と正確で再現性の高い曲げが容易になります。
バックゲージはCNC制御システムによって制御され、シートメタルを正確に位置決めする。
通常、バックゲージには少なくとも1つの軸があり、より高度なシステムでは最大6つの軸を持つことができる。
別々のモーターが各軸を駆動し、特定の方向に前後にスライドさせる。
ボールねじ、同期ベルトおよび軸は一緒に同期移動を実現します。
このような精密な繰り返し動作により、ワークピースの各バッチの精度が保証される。
光学センサーとプレスブレーキ上のCNCプログラミングも位置決めに使用できる。
バックゲージと軸の関係
プレスブレーキのバックゲージは、プレスブレーキの軸と密接に関連しており、相互に正確で精密な曲げ作業を保証します。
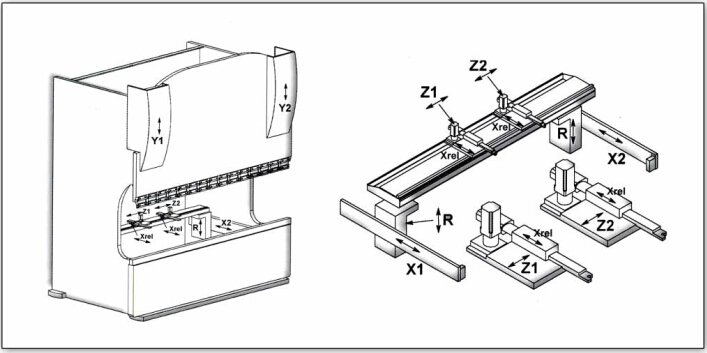
プレスブレーキ軸とは、X軸、Y軸、Z軸、R軸など、プレスブレーキ内部のさまざまな移動軸を指します。
これらの軸は、曲げ工具の位置決めと、曲げ加工中の金属板の動きを制御します。
一方、バックゲージの位置や高さは、プレスブレーキの軸を調整することでコントロールできる。
Y軸とX軸の位置を制御することにより、バックゲージをワークと一致させることができ、曲げの精度と一貫性を確保することができます。
今日では、バックゲージとプレスブレーキは通常統合され、CNCシステムによって制御されています。この統合により、プレスブレーキ軸とバックゲージ間の自動位置決めと精密な制御が可能になり、効率的で正確な曲げ加工が実現します。
制御軸の主なグループ
Y軸
Y軸はプレスブレーキが奥行き方向に移動する垂直軸を表す。
Y軸は、プレスブレーキで最も重要なラム部分を制御します。
ラムがダイを駆動し、上下運動によって金属板に圧力をかける。
で 空気曲げY軸の駆動により、トップビームの上下動は安定し、均一になる。
Y軸はY1軸とY2軸に分けられ、それぞれ2本のアップライトの上部にある。
Y1とY2は、プレスブレーキの両側にあるシリンダーの上下運動を制御します。
トップビームの上下動はY軸によって安定し、均一に駆動される。
Y1とY2はそれぞれ左シリンダーと右シリンダーのフル・クローズド・ループ制御軸である。
Y1とY2はトップビームのレベルも独立して調整できる。
Y1:左シリンダーフルクローズドループ制御軸
Y2:右シリンダーフルクローズドループ制御軸
バックゲージの軸:
バックゲージはワークの曲げ精度を決定する。
ワークが複雑であればあるほど、バックゲージにはより多くの軸が必要になる。
バックゲージには最大で6つの軸があり、これらの軸には異なるバリエーションがある。
位置決め精度を確保するため、各軸には個別の駆動モーターが搭載されている。
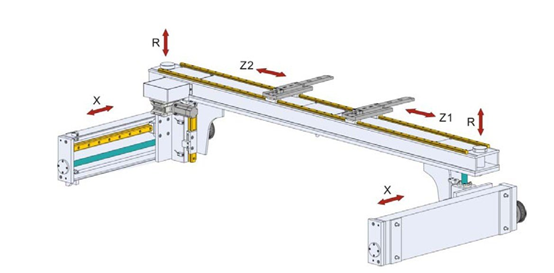
X軸
X軸は主にバックゲージの前進と後退を制御する。
X軸は、その中で非常に重要な軸である。 曲げ加工これはワークピースのフランジ長を決定する。
板金がバックゲージに押されると、X軸のストップフィンガーが板金を位置決めする。
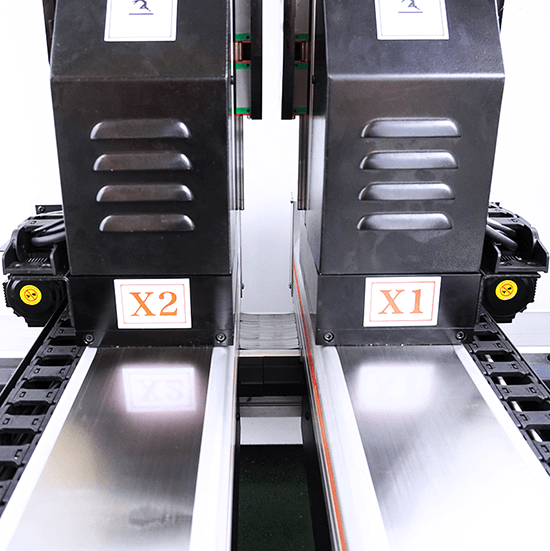
プレスブレーキのX軸の移動幅は固定ですが、X1軸とX2軸に分けることができます。
X1軸とX2軸により、バックゲージのストップフィンガーが左右独立して前後に動く。
X軸はバックゲージの前後の動きを制御する。
シートメタルがバックゲージに入りさえすれば、ストップフィンガーがプレートを正確に位置決めできる。
X1は左ストップフィンガーの前後移動軸、X2は右ストップフィンガーの前後移動軸である。
X1軸とX2軸は、成形されるワークピースのフランジの長さを測定することができます。
X1:左ストップフィンガー前後移動軸
X2:右ストップフィンガー前後移動軸
R軸
R軸はバックゲージとストップフィンガーの上下運動を制御する。
金型の高さに応じてR軸の高さを自動調整できる。R軸はR1とR2に分かれています。
2つの軸は左右独立して上下に動く。
部品の複雑さに応じて、2つの軸を異なる距離に配置することができます。
R軸は、曲げ面の下に移動した曲げフランジを位置決めすることもできる。
R1:左ストップフィンガー上下移動軸
R2:右ストップフィンガー上下移動軸
Z軸
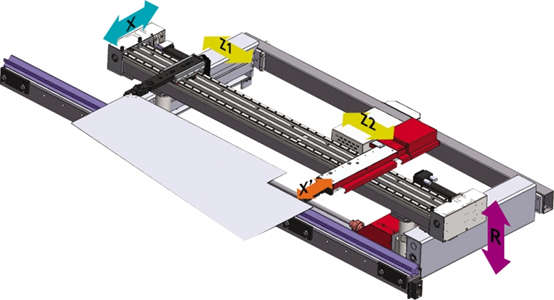
Z軸はプレスブレーキのバックゲージの左右の動きを制御します。
Z軸は、ワークの曲げ加工に複数の曲げステップやサイクルが必要な場合に便利です。
Z1軸とZ2軸は、プログラミングにより独立して配置することができる。
Z軸による位置決めは、曲げ加工の精度と効率を向上させる。
Z軸の位置決めは、より長い曲げ板金を均一にサポートします。
Z軸の移動がバックゲージの水平位置を決定し、異なるワークの幅と水平位置の要件に対応します。
Z1:左ストップフィンガー左右移動軸
Z2:右ストップフィンガー左右移動軸
プレスブレーキの他の軸
高度な金属加工分野において、プレスブレーキは極めて重要な役割を果たしています。上記の一般的な軸とは別に、最近のプレスブレーキには、制御性と柔軟性を高めるために装備された多くの追加軸があります。V軸、L軸、デルタX軸などです。
V軸 のコンセプトを紹介する特定の機能を備えている。 戴冠 を補償する。
長尺の金属片を曲げる場合、ブレーキによる圧力で中央部がたわみ、不完全な曲げ効果が生じる。
それをなくすために、V軸は機械のベッドを調整し、材料の全長の正確でまっすぐな曲げを保証するためにたわみを補正します。
L軸 バックゲージの水平方向の動きをコントロールする。
この左右の動きにより、幅広の金属板や中心から外れた曲げにも柔軟に対応できる。
これにより、柔軟性が大幅に向上した。 プレスブレーキ操作特に、複雑なアクセサリーを扱う場合や、正確な 曲げ作業s.
ついに デルタX軸 バックゲージフィンガーの独立した動きを制御することで、各フィンガーの独立した動きを可能にし、複雑な曲げ作業や非対称部品に多大な利点をもたらします。
各フィンガーの位置を独立して調整することで、デルタX軸は複雑でカスタムな加工作業において高精度の曲げ加工を実現します。
とりわけ、これらの軸は、次のような点でより高い精度と正確さを提供します。 プレスブレーキ操作.
その機能と最適な使用方法を理解することで、金属曲げ加工とファブリケーションの効率、精度、全体的なパフォーマンスを大幅に向上させることができる。
技術の絶え間ない発展とともに、金属加工分野の可能性を押し広げるために、多くの先進的な軸と機能が導入されるだろう。
多軸プレスブレーキの選び方
プレスブレーキの軸数は、ワークの複雑さと精度を決定します。
しかし、軸数が増えれば増えるほど、機械の調達コストは高くなる。
複雑な曲げの要求がなければ、基本的な3軸または4軸プレスブレーキだけで済みます。
複雑で精密なワークを加工する必要がある場合は、軸数が多いほど曲げ効果が高くなります。
結論
プレスブレーキの曲げ精度は、その軸の動きによって決まります。
プレスブレーキには、ラムの上下運動を制御するために、少なくとも1つのY軸が必要です。
Y軸はワークピースの曲げ角度を制御するため、最も重要な軸である。
最も一般的なプレスブレーキは、Y1/Y2、X、R軸を備えた3軸構成です。
プレスブレーキを購入する際には、ワークの複雑さに応じて適切な軸数を選択することが重要です。
ADHはプロフェッショナル プレスブレーキメーカー.ご予算に応じて最適なプレスブレーキをお選びいただけます。




