La prensa plegadora CNC es un tipo de prensa plegadora controlada por un sistema CNC.
CNC prensa plegable puede plegar chapas metálicas en varios perfiles.
La precisión y la cantidad de curvado están relacionadas con el sistema sincrónico, el sistema hidráulico y el calibrador trasero.
El funcionamiento de estos componentes de la plegadora se ve afectado por el número de ejes de la misma.
Este artículo presentará la función y el principio de funcionamiento de los ejes de las prensas plegadoras.
Cuáles son los ejes de la plegadora?
El sistema CNC controla el movimiento de los ejes de la plegadora.
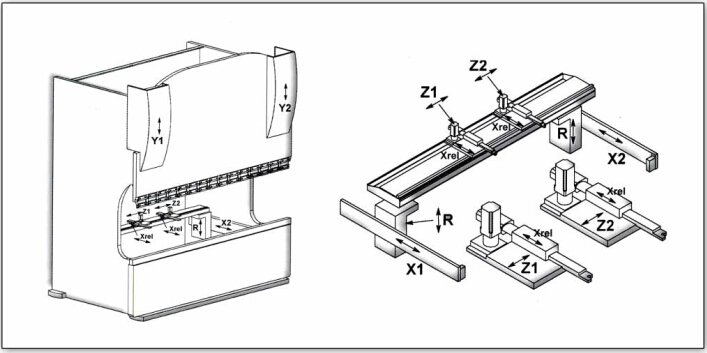
Los ejes de la prensa plegadora se nombran en función de su posición en las coordenadas espaciales.
El eje de la plegadora se refiere a los elementos mecánicos que controlan el movimiento de las diferentes piezas de la plegadora.
Estos movimientos pueden incluir movimientos hacia arriba y hacia abajo, hacia delante y hacia atrás, hacia la izquierda y hacia la derecha, e incluso el ajuste fino del ángulo de plegado de la chapa.
El movimiento preciso del eje asegura la posición exacta y el ángulo del metal en la plegadora, facilitando la operación de plegado preciso.
La precisión requerida para la pieza determina el número de ejes que necesita la plegadora.
Normalmente, un Plegadora CNC tiene al menos tres grupos de ejes de control: ejes Y1/Y2, X y R.
Se utilizan para controlar el movimiento del tope trasero, el cilindro y otras piezas.
Una plegadora de eje de torsión puede utilizarse para plegar piezas sencillas con al menos dos ejes, que se utilizan para controlar el eje Y del cilindro y el eje X del tope trasero.
La prensa plegadora más sencilla sólo necesita un eje Y para controlar el movimiento ascendente y descendente del cilindro.
La precisión y la repetibilidad del movimiento del eje Y determinan la precisión del ángulo de flexión.
El sistema de control utiliza ejes para controlar el movimiento de las distintas piezas, controlando así el ángulo de plegado y el tamaño.
¿Qué es la galga trasera en la plegadora?
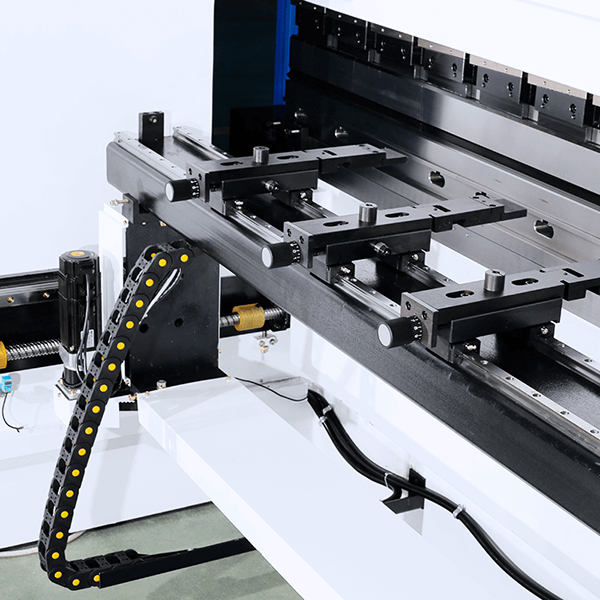
El tope trasero de la plegadora es un componente que ayuda a posicionar y alinear la chapa antes de plegarla. Se sitúa en la parte trasera de la herramienta de plegado y se mueve a lo largo del eje X.
El tope trasero se compone de una serie de dedos de tope y bloques, que pueden ajustarse a la posición deseada en función de la longitud de plegado requerida. Estos dedos pueden accionarse mediante un sistema manual, eléctrico o CNC.
El calibre trasero tiene por objeto garantizar la consistencia y la posición exacta de la chapa al doblarla.
Y consigue el ángulo de plegado, la longitud y la forma geométrica precisos mediante el control de la profundidad y la posición entre la chapa y la herramienta de plegado.
Desempeña un papel primordial a la hora de mejorar la eficacia de la productividad, reducir el tiempo de ajuste de los equipos y garantizar la repetibilidad de las operaciones de plegado.
Elimina la necesidad de medir y sospechar manualmente, con lo que se consigue un proceso de plegado uniforme y eficaz.
En un sistema de plegado moderno, el calibrador trasero puede integrarse con el controlador de la prensa plegadora para realizar el posicionamiento y el control automáticos. Esta integración ofrece una cooperación perfecta entre el tope trasero y el eje de la plegadora, lo que facilita una operación de plegado precisa y un plegado exacto y repetible.
El sistema de control CNC controla el calibrador trasero para posicionar con precisión la chapa.
Normalmente, un tope trasero tendrá al menos un eje, y los sistemas más avanzados pueden tener hasta seis ejes.
Un motor independiente acciona cada eje para que se deslice hacia delante y hacia atrás en una dirección determinada.
El husillo de bolas, la correa síncrona y los ejes realizan juntos el movimiento síncrono.
Estas acciones repetitivas y precisas garantizan la exactitud de cada lote de piezas.
Los sensores ópticos y la programación CNC en la plegadora también pueden utilizarse para el posicionamiento.
Relación entre el calibrador trasero y el eje
La galga trasera de la prensa plegadora está estrechamente relacionada con el eje de la prensa plegadora, y garantiza mutuamente la operación de plegado exacta y precisa.
El eje de la plegadora se refiere a diferentes ejes móviles dentro de la plegadora, como el eje X, el eje Y, el eje Z y el eje R.
Estos ejes controlan el posicionamiento de la herramienta de plegado y el movimiento de la chapa durante el proceso de plegado.
Por otra parte, la posición y la altura del tope trasero pueden controlarse ajustando el eje de la plegadora.
Mediante el control de la posición de los ejes Y y X, el tope trasero se puede alinear con la pieza, garantizando así la precisión y consistencia del plegado.
Hoy en día, el tope trasero y la plegadora suelen estar integrados y controlados por un sistema CNC. Esta integración permite el posicionamiento automático y el control preciso entre el eje de la plegadora y el contrapeso, logrando un proceso de plegado eficiente y exacto.
Principales grupos de ejes controlados
Eje Y
El eje Y representa el eje vertical en el que se desplaza la plegadora a lo largo de la dirección de profundidad.
El eje Y controla la parte más importante del cilindro de la plegadora.
El pistón acciona la matriz para ejercer presión sobre la placa metálica mediante un movimiento ascendente y descendente.
En curvado por aireEl movimiento ascendente y descendente de la viga superior se hace estable y uniforme impulsado por el eje Y.
El eje Y puede dividirse en el eje Y1 y el eje Y2, que se encuentran respectivamente en la parte superior de los dos montantes.
Y1 e Y2 controlan el movimiento ascendente y descendente de los cilindros en ambos lados de la plegadora.
El movimiento ascendente y descendente de la viga superior se hace estable y uniforme impulsado por el eje Y.
Y1 e Y2 son los ejes de control de lazo cerrado de los cilindros izquierdo y derecho respectivamente.
Y1 e Y2 también pueden ajustar independientemente el nivel de la viga superior.
Y1:eje de control de bucle cerrado completo del cilindro izquierdo
Y2: eje de control de bucle cerrado del cilindro derecho
Ejes en el medidor trasero:
El calibrador trasero determina la precisión de curvado de la pieza.
Cuanto más compleja sea la pieza, más ejes serán necesarios para el tope trasero.
Habrá como máximo 6 ejes en el medidor trasero, y estos ejes tendrán diferentes variantes.
Cada eje tiene un motor de accionamiento independiente para garantizar la precisión de posicionamiento.
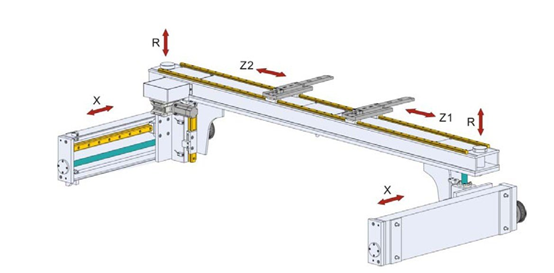
Eje X
El eje X controla principalmente el movimiento de avance y retroceso del tope trasero.
El eje X es un eje muy importante en la proceso de plegadoque determina la longitud de reborde de la pieza.
Cuando la chapa es empujada hacia la galga trasera, el dedo de tope en el eje X posicionará la chapa.
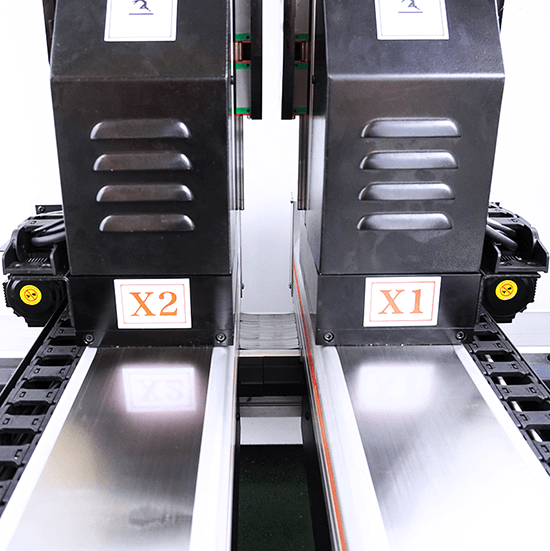
La anchura de movimiento del eje X en la plegadora es fija, pero puede dividirse en los ejes X1 y X2.
Los ejes X1 y X2 permiten que los dedos de tope del tope trasero se muevan hacia adelante y hacia atrás de forma independiente en los lados izquierdo y derecho.
El eje X controla el movimiento de avance y retroceso del tope trasero.
Mientras la chapa entre en el calibrador trasero, el dedo de tope puede posicionar la chapa con precisión.
X1 es el eje de movimiento hacia delante y hacia atrás del dedo de tope izquierdo, y X2 es el eje de movimiento hacia delante y hacia atrás del dedo de tope derecho.
Los ejes X1 y X2 pueden medir la longitud de la brida de la pieza que se está conformando.
X1: dedo de tope izquierdo eje móvil adelante y atrás
X2: tope derecho dedo adelante y atrás eje móvil
Eje R
El eje R controla el movimiento ascendente y descendente del calibrador trasero y del dedo de tope.
La altura del eje R puede ajustarse automáticamente en función de la altura de las matrices. El eje R se divide en R1 y R2.
Los dos ejes pueden moverse hacia arriba y hacia abajo independientemente en los lados izquierdo y derecho.
En función de la complejidad de la pieza, los dos ejes pueden situarse a diferentes distancias.
El eje R también puede posicionar la brida doblada que se desplazó bajo el plano de flexión.
R1: dedo de tope izquierdo sube y baja eje móvil
R2: tope derecho dedo arriba y abajo eje móvil
Eje Z
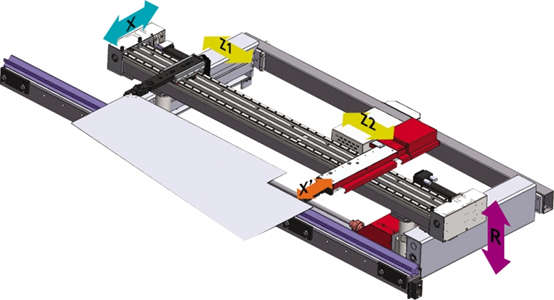
El eje Z controla el movimiento a la izquierda y a la derecha de la galga trasera de la plegadora.
El eje Z es útil cuando el plegado de una pieza requiere múltiples pasos y ciclos de plegado.
Los ejes Z1 y Z2 pueden posicionarse independientemente mediante programación.
El posicionamiento con el eje Z puede mejorar la precisión y la eficacia del plegado.
El posicionamiento del eje Z proporciona un apoyo uniforme para el plegado de chapas más largo.
El movimiento del eje Z determina la posición horizontal del tope trasero para adaptarse a los requisitos de anchura y posición horizontal de diferentes piezas de trabajo.
Z1: dedo de tope izquierdo eje móvil izquierdo y derecho
Z2: dedo de tope derecho eje móvil izquierdo y derecho
Otros ejes en la plegadora
En el campo de la fabricación avanzada de metales, las prensas plegadoras desempeñan un papel fundamental. Aparte de los ejes comunes anteriores, hay muchos ejes adicionales que las prensas plegadoras modernas han equipado para aumentar el control y la flexibilidad. Como el eje V, el eje L y el eje Delta X.
Eje V presenta una función específica que introduce el concepto de coronando compensación.
Al doblar la pieza larga de metal, el centro suele tender a arquearse debido a la presión causada por el freno, lo que provoca un efecto de doblado imperfecto.
Para eliminarlo, el eje V ajusta la bancada de la máquina y compensa la desviación para garantizar un plegado preciso y recto de toda la longitud del material.
Eje L controla el movimiento horizontal del tope trasero.
Este movimiento a izquierda y derecha aumenta la flexibilidad de manipulación de chapas más anchas o de plegado descentrado.
Añade mucha flexibilidad a la funcionamiento de la prensa plegadorasobre todo cuando se trata de accesorios complejos y precisos operación de plegados.
Por fin, el Eje Delta X controla el movimiento independiente de los dedos del tope trasero, lo que permite que cada dedo se mueva de forma independiente y proporciona enormes ventajas para operaciones de plegado complejas o piezas asimétricas.
Al ajustar la ubicación de cada dedo de forma independiente, el eje Delta X puede lograr un plegado de alta precisión en tareas de fabricación complejas y personalizadas.
Sobre todo, estos ejes ofrecen una mayor precisión y exactitud en funcionamiento de la prensa plegadora.
Comprender sus funciones y cómo optimizar su uso puede mejorar enormemente la eficacia, la precisión y el rendimiento general en el plegado y la fabricación de metales.
Con el desarrollo constante de la tecnología, se introducirán muchos ejes y funciones avanzados para ampliar las posibilidades del campo de la fabricación de metales.
Cómo elegir una plegadora multieje
El número de ejes de la plegadora determina la complejidad y la precisión de la pieza.
Sin embargo, cuantos más ejes, mayor es el coste de adquisición de la máquina.
Si no hay requisitos de plegado complejos, sólo se necesita una plegadora básica de 3 o 4 ejes.
Si hay que procesar piezas complejas y precisas, cuanto mayor sea el número de ejes, mejor será el efecto de plegado.
Conclusión
La precisión de plegado de una plegadora viene determinada por el movimiento de sus ejes.
Una prensa plegadora debe tener al menos un eje Y para controlar el movimiento ascendente y descendente del cilindro.
El eje Y es el más importante porque controla el ángulo de flexión de la pieza.
La plegadora más común es la configuración de 3 ejes, que está equipada con los ejes Y1/Y2, X y R.
Al comprar una plegadora, es importante seleccionar el número adecuado de ejes en función de la complejidad de la pieza.
ADH es un profesional fabricante de prensas plegadoras. Nuestros expertos en productos pueden ayudarle a seleccionar la plegadora más adecuada para su presupuesto.




